Brazing & Welding Aluminum-Plastic Radiators: Principles & Selection

The Ultimate Guide to Brazing and Welding Aluminum-Plastic Radiators: Principles, Comparisons, and Selection for Maximum Performance
Aluminum-plastic radiators are essential heat sinks in modern vehicles, combining lightweight aluminum cores for superior heat dissipation with durable plastic chambers for corrosion resistance. Yet, engineers frequently face challenges like high production costs, vibration-induced failures in tank welds, and micro-leaks that compromise cooling efficiency. This comprehensive guide delves into advanced brazing and press-fit assembly techniques, providing actionable insights to enhance radiator performance, reduce energy consumption, and ensure long-term reliability. Backed by two decades of expertise in custom automotive welding solutions, we at Dizo Sonics are here to help you navigate these complexities---schedule a free consultation at sales@dizo-global.com to tailor a solution to your specific needs.
1. Introduction to Aluminum-Plastic Radiators: Design and Function
Imagine your vehicle\'s engine overheating on a steep climb, leading to potential engine damage and costly downtime. Aluminum-plastic radiators, often termed integrated vehicle heat exchangers, are engineered to prevent this. They function as the heart of the engine cooling system, where aluminum flat tubes efficiently transfer heat, and nylon or glass-reinforced plastic tanks provide a lightweight, rust-proof reservoir for coolant.
Key Components and Their Functions
- Flat Tubes (Aluminum Core): Act as the primary conduits for coolant flow, maximizing surface area for heat exchange. Their multi-port design enhances thermal conductivity while maintaining structural rigidity.
- Corrugated Fins (Wave-Shaped Fin Bands): Positioned between tube rows, these fins dramatically increase the surface area exposed to airflow, accelerating heat dissipation---much like a heat sink in electronics.
- Plastic Header Tanks (Water Chambers): Typically injection-molded from heat-stabilized nylon (PA66-GF30), these tanks distribute coolant to the tubes and offer excellent chemical resistance, reducing overall system weight and energy demand.
Common Assembly and Performance Challenges
Despite their advantages, several pain points persist in manufacturing and operation:
- Material Incompatibility: Mismatched thermal expansion between aluminum and plastic can create stress points, leading to micro-leaks and a potential 10--15% drop in cooling efficiency over time.
- Vibration Fatigue: Especially critical in electric vehicles (EVs) and hybrids, engine and road vibrations can induce cracks in poorly joined tank-to-core interfaces, resulting in premature failure and warranty claims.
- Production Inefficiency: Inconsistent press-fit or welding processes can raise scrap rates and production costs by 15--20%, as observed in industry benchmarks.
Understanding these components and challenges sets the stage for selecting the optimal joining technology---a decision that directly impacts performance, durability, and cost.
2.How Joining Method Choices Impact Radiator Performance Goals
The core mission of any radiator is thermal management: to efficiently transfer heat from the engine coolant to the ambient air. This occurs through conduction within the aluminum tubes and convection across the fins. However, the integrity of this entire system hinges on the reliability of the joints that hold it together. The choice of joining method---whether brazing, press-fit, or welding---profoundly influences key performance goals: heat transfer efficiency, pressure retention, vibration resistance, and long-term durability.
Material Compatibility: The Foundation of a Strong Bond
Aluminum is favored for its excellent thermal conductivity and weight savings, while engineering plastics like nylon offer corrosion resistance and design flexibility. The challenge lies in creating a permanent, leak-free bond between these dissimilar materials. Incompatibility can lead to galvanic corrosion, stress cracking, or seal failure. Standards like ISO 18595 for aluminum brazing provide guidelines, but real-world validation is crucial. For instance, ensuring the right surface preparation and interlayer design can prevent leaks that might otherwise cause a 10--15% efficiency loss.
Balancing Lightweight Design with Structural Integrity
Modern design trends, especially in electrified vehicles, demand ever-lighter components without sacrificing strength. Joining methods must contribute to this balance. Techniques like zinc-coated reinforcement brazing add localized strength without significant mass increase. Simultaneously, optimizing fin density and tube layout improves airflow and reduces the energy needed for cooling fans, aligning with overall vehicle efficiency goals per SAE and AWS guidelines.
3.The Science Behind High-Strength Aluminum Brazing
Brazing is a preferred method for joining aluminum radiator cores because it creates strong, metallurgical bonds without melting the base material. The process uses an aluminum-silicon (Al-Si) filler metal, which melts at a lower temperature (~577°C eutectic point) than the aluminum tubes, flowing into the joint by capillary action.
Overcoming the Aluminum Oxide Barrier
A primary challenge in aluminum brazing is its native oxide layer (Al₂O₃), an extremely stable and tenacious film that inhibits wetting and bonding. Think of it as a non-stick coating that must be removed or disrupted for the filler metal to adhere.
- Flux-Based Brazing: Traditional method using corrosive chloride-based fluxes to dissolve the oxide. Requires post-braze cleaning.
- Controlled Atmosphere Brazing (CAB): The modern industry standard. The assembly is heated in a furnace purged with inert nitrogen (N₂). A small, controlled amount of oxygen is sometimes introduced to manage the oxide layer, while the nitrogen atmosphere prevents re-oxidation during the critical brazing window of 590--620°C.
Data-Driven Insight: Maintaining a precise temperature profile and nitrogen purity is critical. Furnace data logs show that deviations exceeding 5°C or oxygen levels above 100 ppm can increase defect rates by up to 20%, leading to porous joints and potential leaks.
Process Parameters for Optimal Brazing
| Parameter | Target Range | Purpose & Impact |
|---|---|---|
| Brazing Temperature | 590--620°C | Must exceed filler metal liquidus for proper flow without overheating base metal. |
| Atmosphere | Nitrogen, < 100 ppm O₂ | Prevents oxide formation; ensures clean, shiny joints. |
| Gas Flow | 5--10 m³/h (furnace dependent) | Maintains atmosphere uniformity and removes volatiles. |
| Time at Temperature | 2--5 minutes | Allows sufficient filler metal flow and alloying. |
4. The Mechanics of Modern Press-Fit and Welding Assembly for Plastic Tanks
While brazing assembles the metal core, attaching the plastic header tanks requires different technologies. The dominant methods are mechanical press-fitting and ultrasonic welding, each converting energy to create a secure, sealed joint.
Fundamentals of Ultrasonic Welding for Plastic Assembly
Ultrasonic welding is a fast, clean, and solvent-free process ideal for thermoplastics like nylon. It works by converting high-frequency electrical energy (20--35 kHz) into mechanical vibrations.
- Energy Conversion: A converter creates vibrations, which a booster amplifies and a horn (sonotrode) transmits to the upper plastic part.
- Frictional Heat: Vibrations at the joint interface generate localized friction heat, melting a small bead of plastic (the energy director).
- Bond Formation: After a precise interval (often 0.5--1.5 seconds), vibration stops, and holding pressure is maintained as the melt solidifies, forming a molecular-level bond.
Key Control Parameters:
- Amplitude: The peak-to-peak movement of the horn (typically 0.03--0.1 mm). Higher amplitude generates more heat.
- Pressure: Applied force (often 2--6 bar) ensures contact and consolidates the melt.
- Weld Time / Energy: The process can be controlled by time, distance (collapse depth), or total energy delivered (Joules).
Field Performance: Correctly tuned ultrasonic welds on nylon tanks achieve hermetic seals capable of withstanding pressures exceeding 2 bar and exhibit excellent fatigue resistance against engine vibration.
Press-Fit Assembly: Speed and Simplicity
Press-fitting involves mechanically interfering a plastic tank onto flanged aluminum tubes. The plastic, often slightly heated for flexibility, deforms around the tube, creating a seal primarily through elastic recovery and hoop stress.
·Advantages: Extremely fast, low energy consumption, no consumables.
·Challenges: Highly dependent on tight dimensional tolerances of both metal and plastic components. Long-term seal reliability can be affected by plastic creep and thermal cycling, making it more suitable for lower-pressure applications or when combined with a sealing gasket.
Integration for System-Wide Performance
The chosen tank attachment method must ensure a perfect seal to prevent coolant loss, but also maintain integrity under the hood\'s harsh environment---exposure to coolants, temperature swings from -40°C to 120°C, and constant vibration. A leak at the tank-core interface negates the efficiency of the best core design, highlighting that joining is a system-critical process.
5. Objective Technology Comparison: Brazing vs. Press-Fit vs. Welding
Selecting the right joining technology is a strategic decision. The table below provides an objective comparison to guide your evaluation based on material, performance, cost, and production needs.
| Technology | Best For Materials | Speed/Cycle Time | Joint Strength & Seal | Cost Factor | Automation Suitability | Ideal Application | Key Limitation |
|---|---|---|---|---|---|---|---|
| Aluminum Brazing (CAB) | Aluminum-to-aluminum | Medium (Batch, 3-10 min furnace cycle) | Very High (Metallurgical bond, excellent pressure & temp rating) | Medium-High (Furnace CAPEX, nitrogen) | High (In-line furnaces) | Radiator cores, charge air coolers, evaporators. | Requires clean surfaces; sensitive to oxide control. |
| Ultrasonic Welding | Plastic-to-plastic (e.g., Nylon) | Very High (< 1 second per weld point) | High (Hermetic, good vibration fatigue) | Low-Medium (Equipment cost) | Very High (Robotic integration, multi-head) | Plastic tank to manifold, sensor housings, fluid chambers. | Requires precise part design (energy director); limited to smaller joint areas. |
| Vibration Welding | Plastic-to-plastic, larger parts | High (2-10 seconds, depending on size) | Very High (Strong, excellent for long, linear seams) | Medium-High | High | Larger plastic tanks, intake manifolds, battery trays. | Higher equipment cost and footprint; more flash generation. |
| Press-Fit / Snap-Fit | Plastic tank to metal tube | Extremely High (Instantaneous) | Medium (Relies on interference; risk of creep/seepage) | Low (No energy input) | High | Cost-sensitive, high-volume applications, often with secondary sealant. | Dimensional tolerance critical; long-term seal reliability under thermal cycling. |

Preliminary Technology Selection Guide
Use these questions to narrow down your options:
- What materials are being joined? (Metal/Metal → Brazing; Plastic/Plastic → Ultrasonic/Vibration; Plastic/Metal → Press-Fit or specialized welding).
- What are the strength and leak-test requirements? (Structural/hermetic → Brazing or Vibration; Cosmetic/low-pressure → Press-Fit).
- What is the target production cycle time? (Sub-second → Ultrasonic; Batch processing → Brazing).
- What is the part geometry and joint design? (Complex 3D seam → Robotic Welding; Long straight line → Vibration Welding).
For tailored advice matching these factors to your radiator design, our engineering team offers a complimentary technology assessment.
6.A Practical Framework for Selecting and Optimizing Your Radiator Joining Process
Moving from theory to production requires a structured approach. This framework guides you from defining requirements to implementing and validating the optimal process.
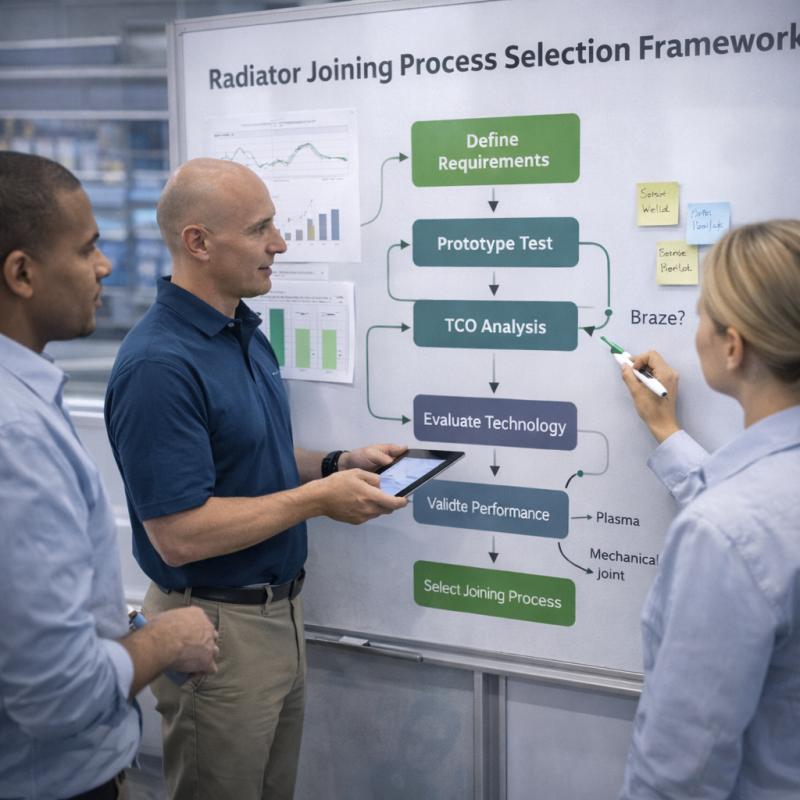
Step 1: Define Clear Requirements & Constraints
Document all project drivers in a specification sheet:
- Materials: Grades of aluminum and plastic (e.g., AA3003, PA66-GF30).
- Performance: Burst pressure, leak rate, vibration profile (e.g., ISO 16750-3), thermal cycle endurance.
- Production: Annual volume, target cycle time (takt time), available floor space.
- Commercial: Budget (CAPEX/OPEX), target part cost, ROI horizon.
Step 2: Preliminary Technology Screening
Use the comparison table in Section 5 as a filter. Engage in early discussions with equipment suppliers or integrators like Dizo Sonics. A 1-hour technical review can often eliminate unsuitable options, saving weeks of prototyping.
Step 3: Deep Dive into Critical Parameters
For your shortlisted technology, define the critical process window:
- Ultrasonic Welding: Optimize amplitude (µm), trigger force (N), weld energy (J), and hold time (ms).
- Brazing (CAB): Finalize temperature ramp rates, time above liquidus, and nitrogen dew point.
- Press-Fit: Specify interference fit (mm), insertion force (N), and any pre-heating requirements for the plastic.
Step 4: Prototype, Test, and Iterate
Build representative samples using the defined parameters. Subject them to:
- Destructive Tests: Tensile shear, peel tests, cross-section analysis for bond integrity.
- Non-Destructive Tests (NDT): Pressure decay leak testing, ultrasonic inspection, helium mass spectrometry for micro-leaks.
- Environmental Validation: Thermal shock cycling, vibration testing, coolant compatibility immersion.
Step 5: Calculate Total Cost of Ownership (TCO) & ROI
Look beyond the machine price. A complete TCO analysis includes:
- Capital investment
- Labor (operators, technicians)
- Consumables (flux, nitrogen, spare horns)
- Energy consumption
- Scrap and rework costs
- Maintenance and downtime
Case Example: An automotive supplier switched from a manual adhesive process to an automated ultrasonic welding cell from Dizo Sonics. The result: elimination of adhesive curing time and VOC emissions, a 60% reduction in direct labor, and a drop in leak-related scrap from 4% to under 0.5%. The project achieved full ROI in under 18 months through yield improvement and labor savings.
7.Beyond Standard Solutions: Customized Welding for Extreme Performance Demands
While standard brazing and welding systems meet most needs, next-generation vehicles---particularly EVs, autonomous vehicles, and high-performance models---push the limits. These applications often demand custom-engineered solutions.
Solving Complex 3D Seams and Class-A Surfaces
EV battery cooling plates or intricately styled radiator tanks may have complex, non-linear joint paths. Standard horns cannot follow these contours. Solution: Robotic Ultrasonic or Laser Welding. A robot arm maneuvers a welding head along a programmed 3D path, applying consistent energy regardless of orientation. This ensures a complete seal without any witness marks on visible ("Class-A") surfaces, meeting the aesthetic standards of premium brands.
Ensuring Extreme Vibration Resistance for Electrified Platforms
Electric drive units produce high-frequency vibrations that can fatigue joints. Servo-Driven Vibration Welding with Adaptive Control excels here. The system can modulate amplitude and pressure in real-time based on part fit, compensating for tolerances and ensuring uniform melt layer depth even on large parts. This results in joints that withstand accelerated vibration testing exceeding 2 million cycles.
High-Speed, Multi-Point Welding for Mass Production
For ultra-high-volume lines (e.g., >500,000 units/year), cycle time is paramount. Multi-Track Ultrasonic Systems feature several welding heads operating simultaneously on a single component. Combined with automated pick-and-place robotics, these systems can achieve total cycle times under 15 seconds for a complete radiator tank assembly, driving down unit cost and maximizing line output.
Case Study -- EV Battery Coolant Manifold: A tier-1 supplier faced challenges welding a large, glass-filled nylon manifold with multiple outlet ports. Standard single-head ultrasonic welders were too slow and created inconsistent seals. Dizo Sonics implemented a custom 4-head synchronous ultrasonic system with individual force monitoring. Result: Cycle time reduced by 55%, leak-test yield improved from 92% to 99.8%, and the system seamlessly integrated into the automated assembly line.

8. FAQ: Addressing Common Queries on Radiator Joining
Q1: What\'s the best way to join brazed aluminum cores to plastic
tanks for long-term reliability?
A: The most robust method is a combination of a precision mechanical
interface (e.g., a grooved or flanged tube) with a secondary joining
process. Ultrasonic welding directly to a compatible plastic collar on
the tank is superior for leak-proof seals. For lower-cost/high-volume
applications, an interference press-fit combined with a high-temperature
sealant can be effective, provided dimensional tolerances are tightly
controlled.
Q2: How do I prevent corrosion in aluminum-plastic radiators,
especially in EVs?
A: Use CAB brazing to eliminate corrosive flux residues. For the plastic
components, select hydrolysis-resistant nylon grades (e.g., PA66 with
copper stabilizers). Ensure the coolant chemistry is compatible (e.g.,
OAT-based coolants) and specify coated aluminum (e.g., epoxy or zinc) if
exposed to harsh road salt environments.
Q3: What are the key certifications I should look for in a welding
equipment supplier for automotive projects?
A: Mandatory certifications include ISO 9001 for quality management
and IATF 16949, the specific quality standard for the automotive
industry. Equipment should also carry relevant CE or UL marks for
electrical safety. A supplier with in-house testing labs (like Dizo Sonics)
that can perform validation per ASTM, ISO, and SAE standards
adds significant value.
Q4: Ultrasonic vs. Vibration welding for a large plastic radiator
tank---which is better?
A: It depends on the joint design and production volume. Ultrasonic
welding is faster and cleaner, ideal for localized weld points or
smaller perimeter seals. Vibration welding generates stronger welds over
longer, linear seams and is more forgiving of part tolerances and slight
contamination, making it better for large tank halves. A feasibility
study with sample parts is the best way to decide.
Q5: How can I validate the long-term durability of a brazed aluminum
joint?
A: Beyond standard pressure and leak tests, implement accelerated life
testing. This includes salt spray testing per ASTM B117 for corrosion
resistance, thermal cycling between extreme temperatures, and pressure
pulsation testing to simulate years of engine cycling in a matter of
weeks. Microsection analysis of the brazed joint can also reveal fillet
quality and potential voids.

9. Conclusion and Next Steps for Optimal Radiator Performance
You\'ve now explored the critical role of joining technologies in aluminum-plastic radiator performance, from the science of aluminum brazing and the mechanics of plastic welding to a practical framework for selection and optimization. The path to a superior radiator lies not just in material choice or fin design, but in the engineered integrity of every bond that holds the system together under extreme conditions.
At Dizo Sonics, we combine over twenty years of specialized experience in automotive thermal management welding with continuous R&D and ISO/IATF-certified processes. We partner with engineers to move beyond standard solutions, developing customized ultrasonic, vibration, and brazing systems that solve real-world production challenges---boosting yield, durability, and efficiency.
Ready to optimize your radiator joining process for peak performance and
reliability?
The next step is a technical dialogue. Contact our engineering solutions
team for a confidential, no-obligation review of your project
requirements. We\'ll analyze your parts, discuss your goals, and outline
a potential path forward.
Contact us today:
Email: sales@dizo-global.com
Phone/WhatsApp: +86 18121506765
Website: www.dizo-sonics.com
More Reading
- Automotive Intelligent Manufacturing Guide: Precision Welding for EVs 2025
- Automotive Plastic Welding Guide: DIY & Professional Solutions
- Plastic Welding Guide for Automotive Interiors: Durable, Flawless Assembly
- Top Automobile Manufacturing Companies in 2025
- Automotive Robotic Ultrasonic Welding: Precision & Performance
- Automotive Plastic Parts: Types, Benefits, and Future Trends
- Advanced Aluminum-Plastic Radiator Welding Guide for Vehicle Cooling Systems


