What is plastic vibration welding?
Linear & orbital vibration welding is a sophisticated thermoplastic joining process that utilizes precise linear or orbital reciprocating motion to generate controlled frictional heat between two plastic components. This advanced manufacturing technique involves keeping one component completely stationary while the other undergoes carefully calibrated horizontal vibrations at specific frequencies ranging from 100-240 Hz with precisely controlled amplitudes of 1-2 mm.
The resulting friction gradually generates heat that effectively melts the plastic material exactly at the joint interface. Once the vibration phase is complete, consistent pressure is maintained on the components for a predetermined cooling period, allowing the molten plastic to solidify completely, which results in an exceptionally strong molecular bond between the parts.
This sophisticated welding technique demonstrates particular effectiveness when applied to large-scale automotive components, complex appliance housings, and specialized applications that demand robust, hermetically sealed joints across substantial surface areas. The process excels in industrial settings where strength and reliability are paramount considerations.
Linear & orbital vibration welding provides several benefits: high joint strength, compatibility with complex geometries, and the ability to join dissimilar materials. Unlike ultrasonic welding, it's better suited for larger parts and effectively joins glass-filled or reinforced thermoplastics.
Request Industry-Specific Case Studies- Vibration Welder Classification |
- Parameters |
- Applications |
- Why Choose Dizo |
- Certification |
- Packaging & Delivery |
- FAQs

Plastic Vibration Friction Welding Machine
Key Features:
- ● Precision Welding Technology
- AMPA Drive System: Advanced motion control for micron-level accuracy (±0.02mm).
- 240Hz High-Frequency Vibration: Ensures 99% weld yield rate.
- Trajectory Control: Optimizes weld path for complex geometries.
- ● Cost & Energy Efficiency
- 40% Cost Reduction: Versus traditional welding methods.
- Eco-Friendly Design: CE/UL certified with energy recovery systems.
- Sustainable Operation: Low power consumption (≤3.5kW/hr).
- ● Industrial-Grade Performance
- Material Versatility: All thermoplastics (PP, PE, ABS, PC, etc.).
- >90% Base Material Strength: For automotive/medical components.
- Automated Production Ready: Fits Industry 4.0 assembly lines.
- ISO 13953 Certified: Weld consistency testing.
- ● Smart Operational Features
- Automatic Parameter Saving: 50+ preset welding profiles.
- Mold ID Recognition: RFID-enabled quick changeovers (<2 mins).
- Self-Diagnostic HMI: Real-time fault detection and alerts.
- In-Process Monitoring: Pressure/temperature feedback control.
- ● Robust Construction
- Heavy-Duty Frame: 20mm steel plate for vibration stability.
- German-Bearings: 50,000+ cycles lifespan.
- IP54 Protection: Dust/moisture resistance.
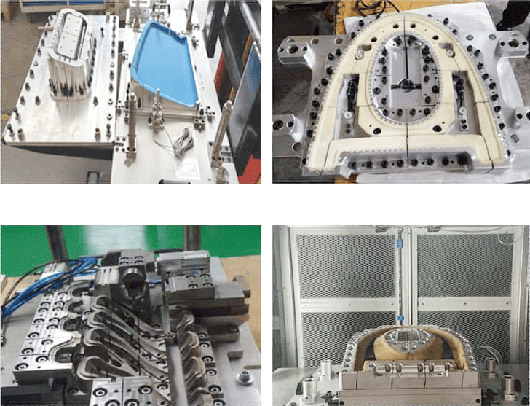
Plastic Vibration Welding Machine Molds
Key Features:
- ● Custom Mold Design:
- Custom molds designed to your specifications | Optimized CAD/CAM for complex shapes.
- ● Rapid Production Timeline:
- Standard lead time: 15-30 days (expedited available) | JIT delivery coordination.
- ● Quality Certified
- ISO 9001 compliant manufacturing | 100% dimensional inspection (±0.05mm tolerance) | Hardened steel construction (HRC 52-54).
Plastic Vibration Welder Parameters
| Model | NC-Z150 | NC-Z220 | NC-Z350 | NC-Z500 | NC-Z700 | NC-Z1600 | NC-Z2000 |
|---|---|---|---|---|---|---|---|
| Size | L1650*W960*H1965 mm | L1650*W960*H1965 mm | L2205*W1240*H2226 mm | L2455*W1240*H2226 mm | L2555*W1240*H2226 mm | L3560*W1800*H2640 mm | L3480*W2150*H2765 mm |
| Max. Mold Weight Capacity | 5-15 kgs | 5-20 kgs | 5-35 kgs | 5-50 kgs | 5-70 kgs | 60-160 kgs | 60-200 kgs |
| Effective Welding Area | 50 cm² | 60 cm² | 150 cm² | 280 cm² | 450 cm² | 450 cm² | 450 cm² |
| Upper Platen Size | L310*W330 mm | L310*W360 mm | L760*W420 mm | L920*W540 mm | L1020*W540 mm | L1600*W540 mm | L2010*W1000 mm |
| Lower Platen Size | L760*W450 mm | L760*W480 mm | L1200*W520 mm | L1400*W600 mm | L1500*W600 mm | L2400*W700 mm | L2116*W1100 mm |
| Amplitude | 0.1-1.8 mm | 0.1-1.8 mm | 0.1-1.8 mm | 0.1-1.8 mm | 0.1-1.8 mm | 1-4 mm | 1-4 mm |
| Vibration Frequency | 210-260 HZ | 210-260 HZ | 210-260 HZ | 210-260 HZ | 210-260 HZ | 100-125 HZ | 100-125 HZ |
| Vibration Force | 6 KW | 8 KW | 15 KW | 18.5 KW | 30 KW | 37 KW | 37 KW |
| Rated Power | 380 V | ||||||
| Power Supply Requirement | 12 KVA | 16 KVA | 25 KVA | 29 KVA | 39 KVA | 46 KVA | 46 KVA |
| Time & Depth Control | Time, depth mode | ||||||
| Welding Segment | 6-Stage Programmable | ||||||
| Stroke Length | 300 mm | 300 mm | 500 mm | 500 mm | 500 mm | 800 mm | 800 mm |
| Net Weight | 1580 kg | 1780 kg | 3750 kg | 4350 kg | 4750 kg | 8760 kg | 14000 kg |
| Warranty | 1 Year | 1 Year | 1 Year | 1 Year | 1 Year | 1 Year | 1 Year |
| MOQ | 1 Unit | 1 Unit | 1 Unit | 1 Unit | 1 Unit | 1 Unit | 1 Unit |
Vibration Welding Case Study
Vibration welding machines accommodate a wide range of thermoplastics, including both amorphous resins (ABS/PC, PVC, PMMA, PES) and semi-crystalline resins (HDPE, PA, PP, TPO).

Vibration Welding Machine for Automotive Interior Components
Vibration welding machines are essential in automotive manufacturing for component joining. They bond structural and decorative parts like door panels, trim, dashboards, and glove compartments. This creates molecular fusion meeting IATF 16949 standards with invisible welds and stability between -40°C to +85°C.

Vibration Welding Machine for Automotive Exterior Components
Our vibration welding joins automotive exterior components including safety systems (taillights, signals, brake lights), aerodynamic elements (spoilers), and protective parts (mud flaps, panels). This technology ensures structural integrity per ISO 13258 standards while maintaining surface finishes that meet OEM requirements.

Vibration Welding Machine for Automotive Functional Parts
Our vibration welding technology joins critical automotive components including: 1. Fuel systems (tanks, brake fluid reservoirs), 2. Thermal management (radiators, expansion tanks), 3. Powertrain (intake manifolds, air pipes), and 4. Filtration systems (fuel, oil, air filters). This process delivers structural integrity and reliability that meets automotive standards.

Vibration Welding Machine for Household Appliances
Our vibration welding technology joins critical household appliance components including washing machine tubs, refrigerator liners, control panels, multi-layer doors, and functional elements like buttons and brackets. This process creates strong connections (>90% of base material strength) with hermetic seals and flawless Class A finishes that meet appliance manufacturing standards.
Why Choose Dizo Welding Machine

High-Efficiency Welding
20-second rapid cycles with low-frequency, high-amplitude vibration.

Exceptional Strength
Achieves 90-95% base material strength molecular bonding for large/complex parts.

Advanced Material Compatibility
Welds engineered resins with up to 60% glass/filler content - outperforms other methods.

Clean Assembly
Adhesive-free process delivers Ra≤1.6μm surface finish.
Internationally Certified
Our plastic vibration welders are CE, ISO, and RoHS certified, ensuring they meet all international standards.



Get Transparent Pricing & Custom Solutions for Your Production Needs
Every automated welding system delivers rapid ROI through: ✓ Precision Engineering (±0.1mm repeatability for consistent weld quality), ✓ Customized Integration (tailored tooling and material-specific parameters), and ✓ Production-Ready Performance (cycle times 80% faster than manual welding)
Join 1,200+ manufacturers worldwide who trust our vibration welding solutions for their most critical plastic assembly applications.
On-site Photo Record of Welding Machine Packaging Workflow
Dizo Sonics has always been committed to using eco-friendly packaging materials.




Tips For Why Choosing The Vibration Welding Machines
Here are some key tips to help you choose vibration welding machines. It's important to consider factors beyond just the price.
How does linear vibration welding work?
Linear vibration welding uses a simple yet effective mechanical process. First, one component is fixed in place while the other is mounted in a vibration fixture. An electromagnetic or hydraulic drive system then creates linear back-and-forth motion (100-240 Hz) with 1-2 mm amplitudes.
As the parts meet under controlled pressure (1-10 MPa), friction creates heat at the contact surface, raising temperatures to the plastic's melting point (200-300°C).
This heat forms a viscous layer between components. Once sufficient melting occurs (typically in 1-4 seconds), the vibration stops while pressure is maintained during a brief cooling phase (3-5 seconds). During cooling, polymer chains intertwine across the joint, creating a bond nearly as strong as the original material.
The entire process relies on precise control of timing, pressure, amplitude, and frequency to ensure consistent, high-quality welds.
How does it compare to ultrasonic welding?
Linear vibration welding and ultrasonic welding differ in several key aspects. Ultrasonic welding operates at high frequencies (20-40 kHz) with microscopic amplitudes, while linear vibration welding uses lower frequencies (100-240 Hz) with larger amplitudes (1-2 mm).
This fundamental difference makes vibration welding better suited for larger parts (>250mm), while ultrasonic welding excels with smaller, precision components.
Vibration welding effectively joins larger surface areas and works well with glass-filled or reinforced thermoplastics that would cause excessive wear in ultrasonic equipment. It also handles greater part-to-part variations and typically creates stronger joints for large applications.
Ultrasonic welding, however, offers faster cycle times (often <1 second compared to 4-10 seconds for vibration welding), consumes less energy, and provides more precise control for delicate applications.
Equipment costs also differ significantly—vibration welding machines generally require larger investments due to their robust mechanical systems designed to handle larger components.
What material is best suited for the vibration welding process?
Vibration welding works exceptionally well with semi-crystalline thermoplastics due to their superior heat generation and flow properties. Materials such as polyamide (nylon), polypropylene, polyethylene, and polyoxymethylene (POM) yield excellent results.
Glass or carbon fiber reinforced polymers are also ideal candidates, as vibration welding handles these materials more effectively than ultrasonic welding with less tool wear.
Engineering thermoplastics like polycarbonate, ABS, and polysulfone form strong vibration welds, particularly when joining larger components. The process can also successfully join dissimilar materials, provided their melting temperatures are within about 50°C of each other.
Materials with good melt flow properties and moderate to high stiffness perform best. Parts must have sufficient rigidity to withstand vibration forces without excessive deformation. Materials with high heat resistance typically need higher amplitudes or longer weld times to achieve proper melting at the interface.
How does the vibration amplitude affect the welding process?
Vibration amplitude directly controls heat generation at the joint interface, significantly affecting the welding process. Higher amplitudes (1.5-2mm) produce more frictional heat, enabling faster melting and shorter cycle times.
However, excessive amplitude may damage delicate components or degrade materials. Lower amplitudes (0.7-1.2mm) offer more controlled heating with reduced degradation risk, but require longer weld times.
The optimal amplitude varies by material—semi-crystalline polymers typically need higher amplitudes than amorphous materials. For optimal joint strength, amplitude must be balanced with frequency, pressure, and weld time.
Modern vibration welding equipment provides precise amplitude control throughout the weld cycle, often featuring programmed profiles that vary amplitude during different phases to optimize both heating efficiency and final weld quality.
What is the typical cycle time for vibration welding?
The typical cycle time for vibration welding ranges from 2 to 15 seconds, depending on several factors. For standard thermoplastic applications, a complete cycle usually takes 4-10 seconds, 1-4 seconds for the actual welding phase, and 3-5 seconds for the cooling/holding phase.
Material characteristics significantly affect cycle time, with semi-crystalline polymers requiring longer weld times than amorphous materials. Part size and geometry also influence timing, as larger or more complex shapes need extended cycles.
Wall thickness is crucial too, since thicker sections require more time for proper heat generation and penetration. Modern vibration welding machines feature programmable cycle parameters to optimize both production efficiency and weld quality.
Though vibration welding has longer cycle times than ultrasonic welding, it makes up for this by joining larger components with stronger bonds across extensive surface areas.
Is vibration welding suitable for high-volume production?
Yes, vibration welding is ideal for high-volume production. Its reliability makes it perfect for manufacturing operations that demand consistent results. Modern vibration welding machines can process hundreds of parts hourly with cycle times of 4-10 seconds.
The process delivers exceptional repeatability with minimal variation between parts, which reduces rejection rates in mass production. The equipment integrates seamlessly into automated production lines with robotic handling and advanced quality control.
Despite higher initial costs than some alternatives, vibration welding offers substantial long-term value through lower labor costs, fewer consumables, and reduced maintenance needs. For automotive, appliance, and consumer goods industries, vibration welding provides an efficient, cost-effective method for joining large plastic components at high volumes while maintaining quality standards.
What types of joint designs are used in vibration welding?
Vibration welding uses several joint designs to maximize weld strength and quality. The most common designs include:
- Butt joints: Simple edge-to-edge connections ideal for flat surfaces with sufficient joint area
- Tongue-and-groove joints: Enhance self-alignment and increase weld surface area
- Shear joints: Form a mechanical interlock in addition to the welded bond
- Energy directors: Triangular or semi-circular ridges that focus initial melting at specific points
- Step joints: Provide precise alignment and prevent excess material (flash) from appearing on visible surfaces
The best joint design depends on part geometry, material properties, and structural requirements. Most designs include a 1-2° draft angle to ease part removal from molds and ensure proper alignment during welding.
Joint design greatly affects weld strength, with shear joints typically creating the strongest connections due to their mechanical interlocking features and larger bonding surface area.
How to choose the right vibration welding machine?
To choose the right vibration welding machine, consider these key factors. First, assess your material requirements—thermoplastics have different melting points and mechanical properties that affect welding parameters. Your machine should accommodate your specific materials with suitable frequency and amplitude ranges.
Next, evaluate part geometry and size. Make sure the machine has appropriate clamping fixtures, table dimensions, and force capabilities for your largest components. For complex parts, seek equipment with programmable welding profiles.
Third, consider your production needs, including cycle times and volumes. High-volume production may warrant investment in advanced automation, while smaller batches might be better served by flexible, manually-loaded systems.
Also important is the control system's precision and repeatability, as these directly affect weld quality. Modern machines with data collection features aid in process validation and troubleshooting. Lastly, consider the manufacturer's reputation, after-sales support, and training options to ensure long-term success with your investment.
Does the machine support modular, quick-release fixtures?
Yes, modern vibration welding machines commonly support modular, quick-release fixtures. This feature provides major benefits for manufacturers who work with multiple product lines or need frequent changeovers.
High-quality systems feature standardized mounting plates with precision locating pins and quick-connect clamps that reduce fixture changes from hours to minutes. Some advanced machines include automated fixture recognition through RFID or barcode technology, automatically loading the correct welding parameters upon installation.
The modular design applies to both upper and lower fixtures, allowing different products to share common base components. For maximum flexibility, look for machines with tool-less fixture changes, integrated storage for unused fixtures, and lightweight materials that improve operator ergonomics during changeovers.
These features substantially reduce downtime and enhance manufacturing flexibility—making them particularly valuable in just-in-time production environments.
What is the cost of equipment?
Vibration welding equipment costs range from $20,000 to USD 100,000, varying by capabilities and size. Entry-level machines with basic features and smaller capacities start at $10,000-$2,000. Mid-range systems with better controls and medium capacity typically cost $20,000-$50,000.
High-end machines featuring servo-controlled amplitude, advanced monitoring systems, and large-part handling capabilities can exceed $100,000.
Beyond the machine itself, budget for customized fixtures ($5,000-$25,000 per product), installation and training ($5,000-$15,000), and optional add-ons like robotic handling or integrated quality control. Operating costs remain relatively low due to minimal consumables and maintenance requirements.
Despite the significant upfront investment, manufacturers typically achieve ROI within 1-3 years through reduced labor costs, less material waste, and improved production efficiency compared to alternative joining methods.
What safety precautions are needed for vibration welding machines?
Operating vibration welding equipment requires comprehensive safety measures. Physical safeguards include machine guarding with interlocked safety doors or light curtains that automatically stop operation when breached.
Operators should wear appropriate PPE: safety glasses to protect against plastic particles, heat-resistant gloves for handling recently welded parts, and hearing protection, as these machines can generate noise exceeding 85dB.
Emergency stop buttons must be prominently positioned and easily accessible. Machine areas with moving components need clear warning labels and safety markings. Modern equipment should feature dual-hand controls to keep operators' hands outside danger zones during operation.
Regular safety training is essential, covering proper machine operation, hazard recognition, and emergency procedures. Implementing lockout/tagout procedures during maintenance prevents accidental startup. For facilities with multiple machines, adequate spacing ensures safe movement and reduces noise exposure for personnel.
FAQs
Here are some frequently asked questions to consider before selecting a vibration welding machine for your products.



