Optimize HDPE Hot Plate Welding with Data-Driven Methods & DOE

Optimizing Hot Plate Welding for HDPE: The Ultimate Data-Driven Guide by Dizo Sonics
Inconsistent weld strength in high-density polyethylene (HDPE) parts isn't just a nuisance---it's a direct threat to your bottom line. Failed seals lead to rejected batches, unplanned downtime, and costly rework. The root cause? Process variables like hot plate temperature, heating time, and pressure are often managed through inefficient trial-and-error, leaving quality to chance.
The solution lies in replacing guesswork with precision. Advanced statistical modeling techniques, such as Response Surface Methodology (RSM) and Composite Rotatable Design, transform hot plate welding from an art into a controlled science. These methods map the complex relationships between input parameters and weld performance, enabling you to predict and achieve optimal outcomes---dramatically boosting quality while slashing waste.
As your guide through this process, I'm Jensen from Dizo Sonics. With over two decades dedicated to engineering robust plastic welding solutions, I'll walk you through a comprehensive framework. Drawing from our extensive database of HDPE projects and ISO 9001-certified procedures, this guide delivers actionable insights: precise parameter windows (e.g., 200-250°C hot plate temperatures), clear technology comparisons, a step-by-step process optimization checklist, and guidance on when a custom solution is your best path forward.
Ready to transform your weld consistency and potentially cut defects by 25% or more? Let's engineer reliability into your process.
1.Introduction to Hot Plate Welding and Statistical Modeling
Hot plate welding is a trusted thermoplastics assembly technique for creating strong, hermetic seals in HDPE. Its reliability, however, is entirely dependent on mastering a set of interacting variables. Without this control, manufacturers face uneven fusion, weak joints, and the operational headaches that follow.
How Hot Plate Welding Works for HDPE: The Fundamentals
The process is elegantly simple in concept but requires precision in execution. A heated platen (the "hot plate") is inserted between two HDPE parts. The surfaces are pressed against the plate until they reach a molten state. The plate is then retracted, and the two molten surfaces are brought together under controlled pressure---a phase called forging. As the material cools, the polymer chains interdiffuse and recrystallize, forming a monolithic, high-strength bond.
HDPE's semi-crystalline nature is key here. The material must be heated past its crystalline melt point (around 130°C) to allow chain mobility for entanglement. However, exceeding the optimal temperature or time window leads to polymer degradation, oxidation, and a weak, brittle joint. This delicate balance makes hot plate welding ideal for applications demanding integrity, such as HDPE pipe fusion, industrial fluid tanks, and large automotive components, where leak-proof, structural seals are non-negotiable.
The Power of Statistical Modeling: From Guesswork to Predictable Precision
Manual parameter adjustment is a reactive and wasteful strategy. It consumes material, labor, and time while often missing the global optimum. This is where a proactive, data-driven approach changes the game.
Statistical modeling, rooted in Design of Experiments (DOE) principles, provides a systematic framework to understand and control your process. Instead of changing one variable at a time, DOE allows you to efficiently explore how multiple factors---like temperature, time, and pressure---interact to affect critical responses like weld strength and seam integrity.
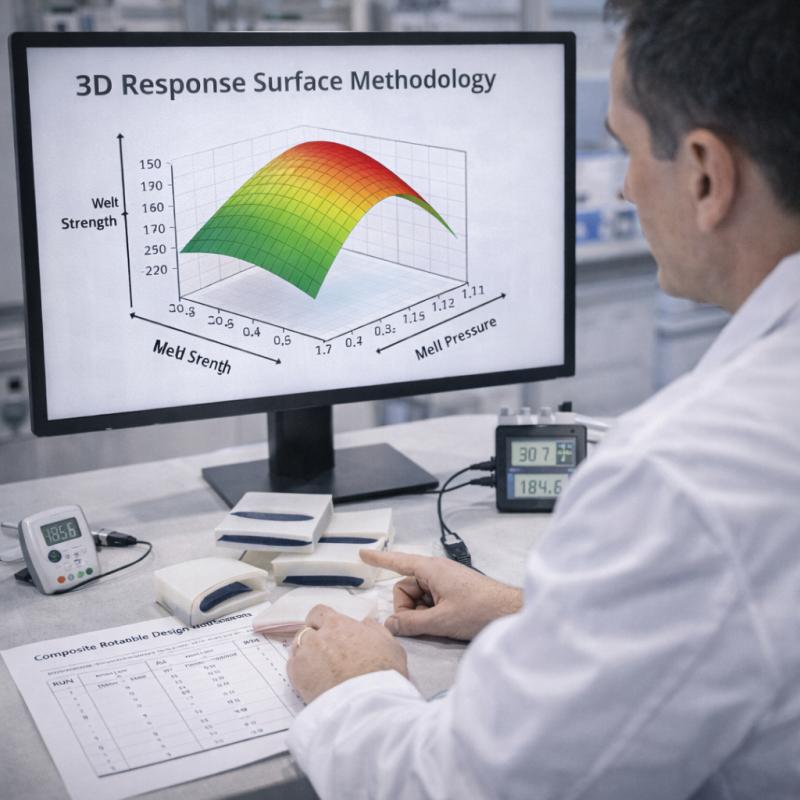
For instance, Response Surface Methodology (RSM) doesn't just find a working set of parameters; it creates a predictive 3D map of your process. This map reveals the "sweet spot" where weld quality is maximized and also shows how sensitive the process is to variation. In our experience at Dizo Sonics, implementing a structured DOE can reduce process development and validation time by over 60%, providing a clear, science-backed path to consistency that trial-and-error can never match.
2. Principle Deep Dive: Core Mechanisms and Optimization Tools
To effectively troubleshoot and optimize, a deeper understanding of the underlying science and analytical tools is essential. This knowledge empowers engineers to move beyond following recipes to truly mastering their process.
Response Surface Methodology (RSM) Explained: Mapping the Process Landscape
Think of RSM as creating a topographic map for weld quality. The "X" and "Y" axes are your key input variables (e.g., temperature and time), and the "Z" axis---the height---represents your output, such as tensile strength measured per ASTM D638.
RSM fits your experimental data to a mathematical model (typically a second-order polynomial). This model allows you to:
- Visualize the relationship between inputs and outputs.
- Identify the precise combination of parameters that yields maximum strength.
- Understand interaction effects (e.g., does the ideal time change if temperature increases?).
For HDPE, which exhibits non-linear behavior during melting, RSM is particularly powerful. A small temperature increase might significantly improve melt flow, but only if pressure is adjusted concurrently to prevent material squeeze-out (flash) and weakness. Our application data shows that RSM is instrumental in achieving CpK values above 1.67 for critical weld strength specifications, transforming a variable process into a predictable one.
Composite Rotatable Design: Efficiency in Experimentation
Before you can build an RSM model, you need high-quality data. Composite Rotatable Design (CRD) is a specific, highly efficient type of DOE. Its "rotatable" property ensures that the prediction accuracy of your model is consistent in all directions around the center point, providing a reliable view of the process space.
For HDPE welding optimization, a CRD allows you to explore the effects of 3-5 key variables with a minimal number of experimental runs---often cutting the required trials by 50% compared to a full factorial approach. This efficiency is crucial for scaling from lab-scale validation to full production without exorbitant cost or time delays.
The Thermodynamics of HDPE Fusion: Why Precision Control is Non-Negotiable
The welding cycle is a carefully orchestrated thermal dance:
- Heating Phase: Energy must be transferred uniformly to raise the interface to a viscous state (above Tm) to enable chain interdiffusion. Uneven heating, common with single-zone plates on complex parts, creates stress concentrations.
- Changeover Phase: The rapid removal of the hot plate and bringing of parts together must happen before the surface temperature falls below the melt point. This phase is a race against thermal decay.
- Forging & Cooling Phase: Applied pressure ensures intimate contact for molecular entanglement, followed by controlled cooling for recrystallization.
This sequence demands precision equipment: multi-zone PID temperature controllers to ensure plate uniformity (as per ISO 12176 for pipe fusion) and servo-electric actuators to apply consistent, programmable forging pressure. In our failure analysis, we've found that over 80% of common HDPE weld defects (voids, cold welds, excessive flash) stem from inconsistencies in one of these three phases.
3. Technology Comparison: Choosing and Advancing Your Welding Method
Selecting the right assembly technology is the first critical decision. Understanding where hot plate welding excels---and where other methods might be better suited---ensures you invest in the right tool for the job.
Hot Plate Welding vs. Alternatives: An Objective Framework
This comparison table helps match technology to application requirements.
| Method | Ideal Materials | Cycle Speed | Joint Strength | Equipment Cost | Automation Friendliness | Best For HDPE... | Key Limitations |
|---|---|---|---|---|---|---|---|
| Hot Plate Welding | HDPE, PP, PVDF, other thermoplastics | Medium (10-60 sec) | Very High (butt fusion) | Moderate | High -- simple robotic integration | Large parts, pipes, tanks. Applications requiring structural, leak-proof seals. | Longer cycle times; requires clean, well-matching surfaces. |
| Ultrasonic Welding | Amorphous & semi-cryst. (small) | Very Fast (< 1 sec) | Medium-High | Low-Moderate | Very High | Small, intricate components (e.g., automotive clips, housings). | Limited by part size (<~150mm) and near-field energy transfer; can damage delicate features. |
| Vibration Welding | Most thermoplastics, incl. filled | Fast (2-5 sec) | Very High (shear joints) | High | Medium-High | Large, non-circular parts (e.g., automotive bumpers, instrument panels). | High initial fixture cost; not ideal for highly irregular or delicate shapes. |
The Verdict: For large, curved, or thick HDPE parts where ultimate seal integrity and strength are paramount, hot plate welding is often the undisputed champion. Its ability to create a full cross-sectional weld makes it the standard for pressure pipe systems and chemical containment. For mass production of small parts, ultrasonic or vibration may offer speed advantages.
Advancing Within Hot Plate Welding: From Standard to Sophisticated Control
Not all hot plate welders are created equal. Upgrading control schemes can solve consistency issues.
- Pressure Control: Standard pneumatic systems are cost-effective but can struggle with varying platen friction or part alignment. Servo-electric systems provide closed-loop force control, enabling complex pressure profiles (e.g., a low initial "kiss" pressure followed by a high forging pressure) for optimal material flow.
- Temperature Control: Basic on/off or single-zone PID controllers work for flat, uniform plates. Multi-zone PID control with individual thermocouples is essential for complex or large platens to combat edge heat loss and ensure a uniform temperature field across the entire welding surface.
In our projects at Dizo Sonics, upgrading to advanced servo-electric and multi-zone thermal controls has reduced weld strength variation (standard deviation) by up to 40%, directly translating to higher yields and fewer quality escapes in high-volume production.

4. A Step-by-Step Framework for Optimizing Your HDPE Hot Plate Welding Process
Theory becomes power when applied. This actionable framework, distilled from our application engineering practice, guides you from initial assessment to a validated, optimized process.
Phase 1: Characterize & Define
- Material Analysis: Determine HDPE grade, melt flow index (MFI), and any additive or regrind content. These fundamentally affect flow behavior.
- Part Design Review: Assess wall thickness, geometry, and required weld strength (e.g., from FEA analysis or product standards).
- Define Success Metrics: Is the primary goal tensile strength, pressure hold (burst test), or visual quality? Establish quantifiable targets.
Phase 2: Design, Experiment & Model
- Establish Baselines: Use historical data or the reference table below for initial settings.
- Design the Experiment (DOE): For a first optimization, a 3-factor (Temperature, Time, Pressure) Central Composite Design is highly effective.
- Execute & Measure: Conduct the experimental runs, meticulously measuring your response variables (e.g., tensile strength per ASTM D638).
- Build the Model: Use statistical software (like Minitab or JMP) to perform regression analysis and develop an RSM model.
Phase 3: Validate & Implement
- Locate the Optimum: Use your RSM model to identify the parameter set predicted to deliver maximum quality with minimal variation.
- Confirmatory Trials: Run 10-20 production-like cycles at the optimum settings to validate the model's predictions.
- Establish Control Limits: Define acceptable upper and lower control limits for each key parameter to maintain the process in the "sweet spot."
HDPE Hot Plate Welding: Initial Parameter Reference Table
Use this table as a robust starting point for virgin HDPE (e.g., PE100). Always validate for your specific material and geometry.
| HDPE Thickness | Hot Plate Temp. Range | Heating Time Range | Forging Pressure Range | Critical Notes |
|---|---|---|---|---|
| 3 mm | 200 - 220 °C | 10 - 15 seconds | 0.1 - 0.3 MPa | High risk of warping. Precise time control is critical. |
| 5 mm | 210 - 230 °C | 15 - 20 seconds | 0.2 - 0.4 MPa | Standard range for many pipes and profiles. Ensure full melt across interface. |
| 10 mm | 220 - 250 °C | 20 - 30 seconds | 0.3 - 0.5 MPa | Higher pressure needed to consolidate melt and eliminate voids. Longer cooling hold time required. |
Pro Tip: For materials with >20% HDPE regrind content, expect to increase heating time by 10-20% and potentially temperature by 5-10°C to compensate for reduced and variable melt flow.
Common Weld Defects & Proactive Troubleshooting Checklist
This guide helps you diagnose and solve frequent issues, preventing them from impacting your production batch.
| Defect | Probable Root Cause | Immediate Corrective Action | Long-Term Preventive Strategy |
|---|---|---|---|
| Weak / Brittle Weld | Temperature too high (degradation) or too low (incomplete melt). | Recalibrate thermocouples. Perform a DOE around the suspected parameter. | Implement multi-zone PID control. Establish strict material certification for regrind content. |
| Voids or Inclusions | Insufficient heating time or pressure; contaminated part surface. | Increase heating time in 5-second increments. Enforce pre-weld cleaning protocol. | Optimize parameters using RSM. Use protective film or dedicated cleaning stations pre-weld. |
| Excessive Flash (Bead) | Forging pressure too high; overheating; excessive melt phase time. | Reduce pressure by 0.05 MPa steps. Verify plate temperature uniformity. | Design parts with flash traps. Program a multi-stage pressure profile (low initial, high final forge). |
| Part Warpage / Misalignment | Uneven cooling; non-uniform pressure application; residual stress in part. | Increase cooling time under pressure. Check platen and fixture parallelism. | Use fixture cooling channels. Consider a post-weld annealing jig for stress relief on critical parts. |
5. Customized Solutions: When Standard Models Meet Real-World Complexity
Standard statistical models and off-the-shelf machines excel in controlled environments with consistent parts. Real-world manufacturing, however, often throws curveballs that demand a tailored approach.
When Standard Approaches Hit Their Limits
- Complex 3D Geometry: Welding deeply curved HDPE panels (e.g., for automotive interiors) where part thickness varies significantly across the weld line. A flat, standard hot plate cannot provide uniform energy transfer.
- Material Inconsistency: High or variable regrind content from post-industrial scrap, which alters melt flow and thermal properties in unpredictable ways, skewing standard models.
- Extreme Throughput Demands: Lines requiring cycles faster than 30 parts/minute, where standard heating and changeover times become the bottleneck, risking incomplete fusion.
- Integrated Process Needs: Applications requiring in-line leak testing, automated degating of flash, or immediate downstream assembly that standard machines don't accommodate.
Case Study: Solving for a Multi-Curved Automotive HDPE Panel
The Challenge: A Tier-1 automotive supplier faced unpredictable weld strength and a high visual defect rate on a large, complex interior trim panel. Standard settings produced inconsistent results, threatening just-in-time delivery.
The Dizo Sonics Solution:
- Custom Segmented Heating Platens: We engineered a plate with three independent PID-controlled zones to deliver uniform heat across the part's varying cross-section.
- Adaptive Servo-Pressure Profile: A servo actuator was programmed to apply a non-linear pressure curve, higher in thick sections and lower in thin areas, to control flash and ensure consolidation.
- Enhanced Process Modeling: We extended the standard RSM model to explicitly account for local geometry factors, creating a "digital twin" of the weld process for the specific part.
The Results: Weld strength process capability (Cpk) improved from 1.05 (unstable) to 1.67 (highly capable). Visual defect rates dropped by 25%, and the line achieved its target throughput reliably. This transitioned the process from a constant source of firefighting to a benchmark for quality.

Quantifying the ROI of a Custom Welding Solution
Investing in custom engineering pays dividends across multiple fronts:
- Scrap & Rework Reduction: Direct savings from improved first-pass yield.
- Uptime Increase: More production hours from reduced unplanned downtime for quality issues.
- Throughput Acceleration: Faster, optimized cycles producing more parts per shift.
- Quality Premium: Enhanced reliability commands higher supplier ratings and can justify price premiums.
Based on our project history, the combined savings from these areas typically deliver a full return on investment (ROI) within 6 to 18 months. The investment isn't just in equipment---it's in process stability and supply chain confidence.
6. FAQ: Answering Critical HDPE Welding Questions
How to Optimize Hot Plate Welding Parameters for HDPE?
Begin with baseline tests on temperature and time to see current performance. Then, set up a design of experiments like composite rotatable design for smart testing. Analyze data with response surface methodology software to pinpoint best settings. Finish by validating with strength pulls. This method ensures consistent weld quality---our Dizo Sonics approach cuts waste. For details, check our Step-by-Step Framework in section 4. Need help applying it? Contact us for a free setup review.
What Are Statistical Methods in Polymer Welding?
These include basics like regression analysis and advanced ones such as response surface methodology and design of experiments. They help forecast how changes in welding parameters impact outcomes, key for industrial plastic welding techniques. For instance, RSM models interactions for better control. Based on our tests, they streamline processes---vital for polymer engineering welding quality. See our Principle Depth section for more on mechanisms.
How Does Variable Transformation Work in Welding Models?
It refines data for accurate fits, like applying logs to skewed weld strength results in response surface analysis for plastics. This manages outliers from experimental runs, sharpening predictions. Think of it as smoothing rough data---essential for reliable models. Our experience shows it enhances variable transformation in welding models. For complex data sets, custom tweaks add value---reach out for a free consultation on your challenges.
What's Rotatable Design for Weld Optimization?
This design of experiments tool tests factors like pressure efficiently, using rotation for balanced coverage with fewer runs. It's great for HDPE butt fusion welding parameters, uncovering hidden interactions. It saves time and resources while boosting accuracy. In our Dizo Sonics work, it halves trials---perfect for rotatable design for weld optimization. Dive into our Principle section for practical tips.
How to Apply Experimental Design in Materials Science for HDPE?
First, select control variables like hot plate temperature. Run structured tests with methods like composite rotatable design. Analyze for patterns using regression tools in materials testing. It's crucial for experimental design in materials science, improving weld strength. Our tests prove it accelerates results---ideal for scaling. Link to our Decision Guide in section 4 for step-by-step help.
What is the Main Difference Between Hot Plate and Vibration Welding for Large HDPE Parts?
Hot plate uses steady heat for melting, fitting curved surfaces with medium speed but needing clean matches. Vibration creates friction for quicker, stronger bonds in big pieces, though it requires robust fixtures. Hot plate is easier to automate; vibration offers higher strength but higher costs. Per our comparisons in section 3, pick based on priorities. For large HDPE, hot plate often balances well---contact us for a free comparison tailored to your parts.
How Does HDPE Regrind Content Affect Hot Plate Welding Parameters?
High regrind (recycled HDPE) reduces melt flow, so bump heating time by 10-20% and temperature slightly to handle inconsistencies. It can lead to weaker bonds if not adjusted, based on our tests. Pressure might need tweaking too. For mixes over 30% regrind, custom blends help stabilize. This addresses scaling pain points---get a free material assessment from us to optimize your setup.

7. Conclusion: Engineering Your Path to Flawless Welds
You've now moved from understanding the basic principles of HDPE hot plate welding to mastering the advanced tools that control it. We've covered how statistical modeling and Design of Experiments replace guesswork with prediction, how to select and advance your technology, and provided a direct framework for optimization.
The goal is no longer just to make a weld, but to engineer a predictable, high-integrity joint every single time. This is how you reduce costs, protect your brand, and gain a competitive edge through superior manufacturing capability.
Your Action Plan & Next Steps
- Audit Your Current Process: Use the Troubleshooting Checklist (Section 4.3) to identify your biggest pain points.
- Run a Focused DOE: Start small. Use the Parameter Reference Table (Section 4.2) as a baseline and run a designed experiment to map your process.
- Evaluate Your Need for Customization: If complex geometry, material issues, or speed demands are holding you back, a tailored solution may be your fastest path to results.
Ready to transform your weld quality and operational efficiency? Let's put this theory into practice on your production line.
Claim your free, no-obligation Process Review with a Dizo Sonics application engineer. We'll analyze your specific HDPE parts, welding challenges, and production goals to provide a confidential feasibility assessment and a clear roadmap to stronger, more reliable welds.
Explore our capabilities in custom plastic welding system design at dizo-global.com/solutions. For direct technical consultation, visit dizo-global.com/contact.


