Mark-Free Ultrasonic Punching for ADAS Sensor Holes on Automotive Bumpers

The Definitive Guide to Ultrasonic Punching for Automotive Bumpers: Achieving Mark-Free Holes for ADAS Sensor Integration
Struggling with paint cracks, burrs, or high scrap rates when perforating bumpers for parking sensors and cameras? In today's automotive landscape, where Advanced Driver-Assistance Systems (ADAS) are standard, the quality of these mounting holes directly impacts sensor alignment, system reliability, and vehicle safety. Traditional mechanical punching often fails, causing up to 5-10% scrap from material stress and coating damage.
Ultrasonic punching presents a precision alternative. This thermomechanical process uses high-frequency vibrations to locally melt plastic, creating clean, stress-free holes without knives or cutting force. It's the enabling technology for mark-free perforation on painted Polypropylene-EPDM (PP-EPDM) bumpers essential for modern automotive manufacturing.
With over 20 years of collaboration with Tier-1 suppliers like Bosch and Continental, Dizo Sonics has refined this technology for high-volume, automated production. This guide provides a complete roadmap---from the fundamental physics to implementation strategies and ROI analysis---helping engineers, managers, and technicians integrate reliable, cost-effective hole-making solutions.
1. Ultrasonic Punching Technology: A Precision Alternative to Mechanical Force
At its core, ultrasonic punching is a non-contact, thermal forming process. It eliminates the shearing action of traditional punches, instead using focused vibrational energy to achieve clean perforation in thermoplastic components. This makes it indispensable for applications where cosmetic finish and structural integrity are paramount.
How Ultrasonic Punching Works: The Basic Principle
The process begins with a piezoelectric transducer converting high-frequency electrical energy (typically 20,000 to 35,000 cycles per second) into mechanical vibrations. These vibrations are amplified and transmitted through an acoustic stack---a booster and a sonotrode (punching horn). The sonotrode's tip, pressed against the workpiece, transmits this high-frequency motion.
The critical action occurs at the interface: the rapid microscopic movement creates intense frictional heat, instantly raising the temperature of the plastic past its melting point (typically 200-300°C locally). The material becomes viscous and is displaced by the advancing sonotrode tip, forming a hole. As the vibrations cease, the molten plastic solidifies almost instantly, leaving a smooth, burr-free edge with a slightly fused periphery that strengthens the hole.
The key differentiator: Unlike mechanical punching, which cuts and tears polymer chains, ultrasonic punching melts and reforms them, eliminating micro-cracks and delamination risks in paint or composite layers.
Primary Applications in Modern Automotive Manufacturing
The precision of ultrasonic punching solves critical assembly challenges:
- ADAS Sensor Mounting (Park Assist, Radar, Cameras): Creates dimensionally stable, stress-free holes that ensure precise sensor positioning, which is critical for calibration and system accuracy. The clean edge prevents signal interference from loose plastic particles.
- Headlamp Washer Nozzle & ACC Sensor Integration: Provides leak-free, cosmetic-grade perforations for systems integrated into the bumper fascia, eliminating post-process deburring and touch-up painting.
- Aerodynamic Venting and Trim Attachment Points: Enables the creation of complex hole patterns for airflow management or clip retention without compromising the bumper's structural integrity or painted surface.
This technology is particularly vital for electric vehicles (EVs), where aerodynamic efficiency (influenced by sensor flushness) and flawless exterior finish are major brand differentiators.
2. The Science Behind Clean Perforation: Energy, Parameters, and Material Response
To consistently achieve mark-free results, one must understand the interplay between the delivered energy and the material's behavior. This knowledge is key to parameter optimization and troubleshooting.
The Energy Conversion Chain: From Electricity to Molecular Displacement
The efficiency of the entire process hinges on the acoustic stack's ability to transmit vibrational energy with minimal loss. Each component---transducer, booster, sonotrode---must be acoustically tuned to a common resonant frequency. An impedance mismatch at any point dissipates energy as heat within the tooling itself, reducing effectiveness and causing premature wear.
When optimized, over 90% of the electrical energy converts into useful mechanical vibration at the sonotrode tip. This focused energy creates a very narrow Heat-Affected Zone (HAZ), melting only the immediate material in the punch path and preserving the surrounding paint and substrate.
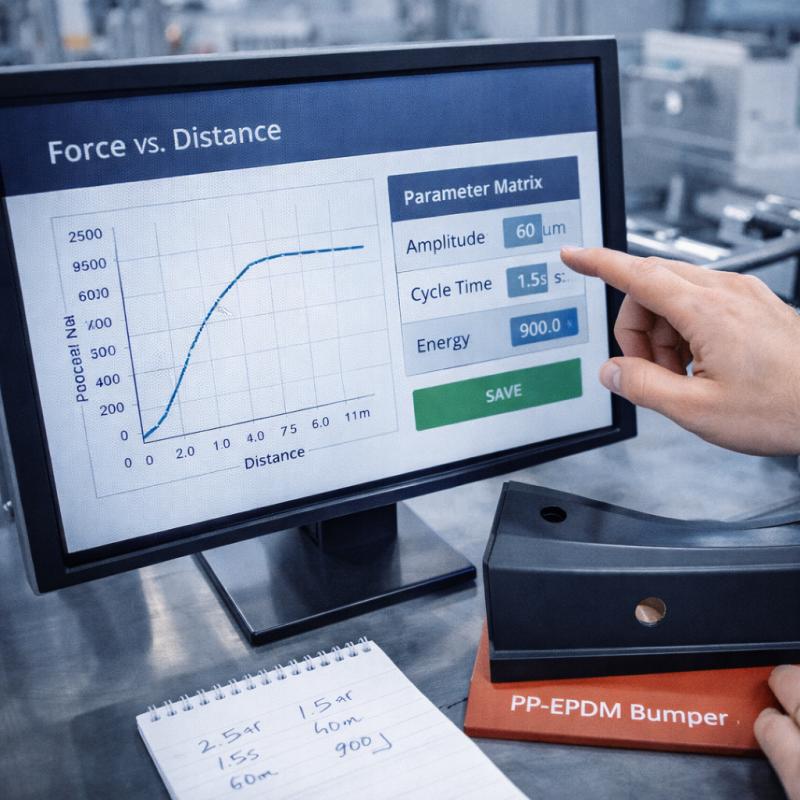
The Critical Parameter Matrix: A Data-Driven Balance
Success is not about a single setting, but the synergy between four key parameters:
| Parameter | Typical Range (PP-EPDM) | What It Controls | Consequence of Imbalance |
|---|---|---|---|
| Frequency | 20 kHz / 30 kHz / 35 kHz | Energy penetration & spot size. | Low: Poor melting in thick sections. High: Overheating on thin walls. |
| Amplitude | 15 - 50 μm (microns) | Vibration "intensity" and heat generation rate. | Low: Incomplete punch-through. High: Surface marking, excessive flash. |
| Punch Force | 200 - 600 N | Contact pressure and material displacement control. | Low: Slippage, elongated holes. High: Cosmetic indentations ("witness marks"). |
| Cycle Time | 0.5 - 2.0 seconds | Total energy input and process duration. | Low: Under-melt, weak edges. High: Material degradation, cycle time waste. |
Finding the "Sweet Spot": For a standard 5mm sensor hole in a painted PP-EPDM bumper, an optimized starting point might be 30 kHz, 30μm amplitude, 400N force, and a 1.2-second cycle. This balance, validated in our application labs, minimizes energy consumption while guaranteeing a Class-A finish.
Material Considerations: Why PP-EPDM is Ideal
Polypropylene-EPDM blends are exceptionally well-suited for ultrasonic punching. PP provides a low melting point and good melt flow, while the EPDM rubber phase adds impact resistance. The amorphous nature of the blend allows for a controlled melt rather than a sharp phase change. For other materials like ABS or PC/ABS, the parameter window shifts, requiring adjustments primarily in amplitude and cycle time to account for different melt viscosities and glass transition temperatures.
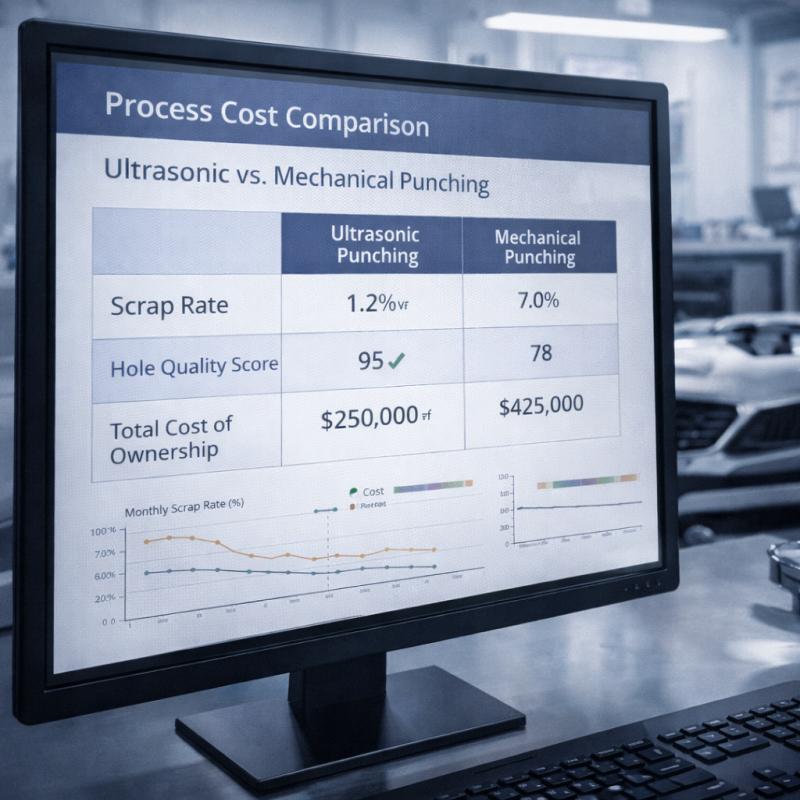
3. Ultrasonic vs. Mechanical Punching: An Objective Decision Framework
Choosing the right technology is a strategic decision impacting quality, cost, and production flexibility. The following comparison provides a clear, unbiased basis for evaluation.
| Dimension | Ultrasonic Punching | Mechanical Punching |
|---|---|---|
| Process Principle | Thermal melting via vibration. | Shearing via mechanical force. |
| Hole Quality | Burr-free, fused edge. No micro-cracks. Excellent cosmetic finish. | Burrs and tears are common. Requires secondary deburring. Risk of layer separation. |
| Material Stress | Negligible. Heat-affected zone is minimal. | High. Induces stress concentration around the hole. |
| Paint/Coating | Excellent. No chipping, cracking, or delamination. | Poor. High risk of paint flaking and subsurface damage. |
| Tooling Wear | Low. Sonotrode wears slowly; no sharp edges to dull. | High. Punches and dies require frequent sharpening or replacement. |
| Process Flexibility | High. Easy to change hole size/shape with a new sonotrode tip. | Low. New hole patterns require new, costly die sets. |
| Automation Suitability | Excellent. Easy integration with robots; clean, consistent process. | Moderate. Slug removal and burr management complicate automation. |
| Energy Consumption | Lower per hole (focused energy). | Higher (overcoming full material shear strength). |
| Initial Investment (CapEx) | Higher. Due to generator, controller, and acoustic tooling. | Lower. Simpler press and tooling. |
| Total Cost of Ownership | Often lower. Drastic scrap reduction, less downtime, lower maintenance. | Often higher. Hidden costs from scrap, secondary operations, and tool maintenance. |
| Data & Traceability | Built-in process monitoring (energy, force-distance) for IATF 16949. | Limited to basic cycle counting. |
Decision Logic: Choose Ultrasonic Punching when hole quality, paint integrity, automation, and traceability are priorities---especially for high-volume ADAS component production. Consider Mechanical Punching only for very low volumes, non-cosmetic internal parts, or materials completely incompatible with ultrasonic energy (e.g., some thermosets).
4. Implementation Guide: Specifying, Configuring, and Optimizing Your System
Moving from selection to operation requires careful planning. This actionable framework guides you through specification and setup.
Four-Phase Implementation Pathway
- Application Analysis & Specification:
- Define: Exact material grade, coating type, and thickness.
- Specify: Hole dimensions, positional tolerances, and cosmetic requirements (e.g., "Mark-free per OEM standard XYZ").
- Calculate: Required throughput (holes/hour) and target cycle time.
- System Selection & Configuration:
- Press Type: Choose between pneumatic (cost-effective) or servo-electric (superior force control for mark-critical applications).
- Frequency: 20 kHz for thicker materials/deeper draws; 30/35 kHz for finer features and thinner walls.
- Control System: Ensure it supports energy mode (Joules) for consistency and provides force-distance monitoring for quality assurance.
- Tooling & Integration Design:
- Sonotrode Design: Material (titanium for longevity), tip geometry, and cooling provisions.
- Anvil & Fixture: Design for part support, slug (removed plug) management, and easy integration into your production cell (e.g., robot gripper access).
- Safety & Connectivity: Include light curtains, dual-hand controls, and standard industrial communication protocols (PROFINET, EtherNet/IP) for robot/PLC integration.
- Process Validation & Documentation:
- Develop Process Window: Use Design of Experiments (DOE) to find robust parameter sets.
- Create Control Plan: Document settings, maintenance schedules, and quality checkpoints.
- Generate PFMEA: Proactively identify and mitigate potential failure modes, a requirement for IATF 16949 compliance.
Proactive Troubleshooting: Common Issues & Solutions
| Symptom | Probable Cause | Immediate Action | Preventive Measure |
|---|---|---|---|
| Surface (Witness) Marks | Excessive punch force or poor sonotrode alignment. | Reduce force by 10-20%. Re-align sonotrode perpendicular to part. | Implement servo force control. Use a spring-loaded, self-aligning anvil. |
| Incomplete Punch-Through | Insufficient amplitude, low energy, or short cycle time. | Increase amplitude or total energy (Joules) incrementally. | Validate material thickness and sonotrode stroke length. |
| Burr Formation | Excessive amplitude or energy causing melt overflow. | Reduce amplitude. Shorten weld time or switch to energy mode with a lower limit. | Optimize the "hold time" parameter to allow material to solidify under pressure. |
| Inconsistent Results | Material batch variation, sonotrode loosening, or temperature drift. | Check and tighten the acoustic stack. Monitor process curves (force vs. distance). | Implement Automatic Frequency Tracking (AFT). Establish incoming material inspection for MFI. |
5. Beyond Standard: Engineered Solutions for Complex Production Challenges
While standard systems handle most applications, modern automotive manufacturing presents unique challenges that demand engineered solutions. Dizo Sonics specializes in developing these tailored systems, pushing the boundaries of what ultrasonic punching can achieve.

Challenge 1: Complex 3D & Multi-Angle Perforations
Bumpers are not flat. Punching holes on complex compound curves with a standard vertical press can cause misalignment and uneven pressure.
Our Solution: Robotic Ultrasonic Punching Cells. A 6-axis robot manipulates the ultrasonic head, maintaining perfect perpendicular alignment to the bumper surface at every point along a programmed path. Custom software synchronizes robot motion with the ultrasonic trigger.
Challenge 2: High-Mix Production with Rapid Changeover
Producing 15+ bumper variants on one line leads to massive downtime for tooling changeovers.
Our Solution: Quick-Change Sonotrode Systems and Digital Profiles. We design systems where the entire acoustic punch head can be swapped in under 60 seconds. Each tool has an RFID tag; the controller automatically loads the correct parameter profile (frequency, amplitude, force) for the upcoming part.
Challenge 3: Uncompromising Traceability for Zero-Defect Goals
Tier-1 suppliers require 100% data traceability for every hole produced, especially for safety-critical ADAS components.
Our Solution: Integrated Process Monitoring & AI-Powered SPC. Our systems record the force-distance curve for every single punch. Advanced software analyzes these curves in real-time, comparing them to a "golden sample." Any deviation outside the statistical process control (SPC) limits automatically flags the part for review, providing full IATF 16949-compliant traceability.
Case Study: Southeast Asia Tier-1 Supplier
Problem: 12% scrap rate on radar sensor holes for a global OEM program due to paint cracking; 45-minute changeover times between models.
Dizo Sonics Solution: A servo-electric ultrasonic punching station with a quick-change tooling system and integrated vision guidance for robot positioning.
Result: Scrap reduced to <0.5%. Changeover time cut to under 10 minutes. The system provided complete weld data logging, enabling the supplier to secure further business based on demonstrated quality control. The project achieved full ROI in 14 months through scrap elimination and productivity gains.

6. The Future of Smart Hole Making: Industry 4.0 and Sustainable Design
The evolution of ultrasonic punching is intertwined with broader manufacturing trends. Forward-thinking manufacturers are leveraging it to build smarter, more sustainable production systems.
Integration with the Smart Factory
Ultrasonic punching is a natural data source for Industry 4.0. Modern systems can:
- Transmit real-time OEE (Overall Equipment Effectiveness) and quality data to the Manufacturing Execution System (MES).
- Enable predictive maintenance by tracking trends in energy consumption and frequency drift, signaling the need for transducer or booster service before failure.
- Facilitate digital twin simulations, allowing process engineers to test new bumper designs or hole patterns virtually before commissioning physical tooling.
Contributing to the Circular Economy
The technology aligns with sustainable manufacturing goals:
- Enabling Monomaterial Design: Ultrasonic punching allows for clean integration of sensors into all-plastic bumper assemblies. This supports design for disassembly and recycling, as the entire bumper (sensors removed) remains a single, clean PP-EPDM stream.
- Reducing Process Waste: The near-zero scrap rate eliminates waste from rejected parts. The process itself generates no consumables (like cutting fluid) or hazardous by-products.
- Energy Efficiency: Compared to laser ablation or high-force mechanical punching, ultrasonic systems often have a lower specific energy consumption per hole, reducing the carbon footprint of the manufacturing process.
7. FAQ: Expert Answers to Key Ultrasonic Punching Questions
Q: What frequency (20kHz vs. 35kHz) is best for automotive bumpers?
A: 20 kHz is typically used for thicker sections and larger holes (>6mm) due to its greater amplitude and energy penetration. 35 kHz is ideal for thinner materials, smaller holes (for camera mounts), and applications where minimizing the heat-affected zone is critical to prevent paint bubbling. The choice depends on your specific material stack and hole specification.
Q: How is the plastic "slug" (the removed plug) managed?
A: In a well-designed process, the molten slug retracts slightly and adheres to the sonotrode tip. It is then ejected by a simple air blast or mechanical knock-off into a closed collection chamber. This eliminates loose debris in the work area---a key advantage for clean automated cells.
Q: Can ultrasonic punching handle bumper materials with high filler content?
A: Yes, but it requires optimization. Materials with high talc or glass filler content are more abrasive and have different melt behaviors. Solutions include using hardened sonotrode tips, adjusting parameters for higher energy input, and implementing more aggressive tooling cooling.
Q: What is the typical service life of an ultrasonic punching sonotrode?
A: A well-maintained titanium sonotrode can last for 50,000 to 200,000+ cycles on unfilled PP-EPDM. Life is reduced with abrasive filled materials. Regular cleaning to prevent material buildup and monitoring of amplitude output are key to maximizing tool life.
Q: How do you validate the process for IATF 16949 or similar standards?
A: Validation follows a rigorous IQ/OQ/PQ (Installation/Operational/Performance Qualification) protocol. The PQ phase involves a statistical run, producing a significant sample size (e.g., 300 consecutive good parts) while monitoring and recording all critical process parameters (CPPs) to prove stability and capability (Cp/Cpk).

8. Conclusion: Precision as a Strategic Advantage
Ultrasonic punching has evolved from a niche technique to a cornerstone technology for manufacturing modern, sensor-laden automotive bumpers. It directly addresses the core challenges of quality, efficiency, and integration that define competitive automotive production today.
This guide has provided the foundational knowledge to understand the technology, a framework to evaluate its fit for your application, and a glimpse into the advanced, customized solutions that address the industry's most complex challenges.
The transition to ultrasonic punching is an investment in quality-by-design, process robustness, and manufacturing intelligence. It's a decision that pays dividends not only in reduced scrap and downtime but also in enhanced product reliability and brand reputation.
Ready to Evaluate Your Application?
Dizo Sonics offers a complimentary, in-depth Ultrasonic Punching Feasibility Assessment. Our engineers will review your part drawings, material specs, and production goals to provide a detailed technical and economic analysis.
- Download our free whitepaper: "5 Cost Factors in Bumper Perforation: A Total Cost of Ownership Analysis."
- Contact our engineering team: sales@dizo-global.com
- Schedule a technical review: Visit www.dizo-global.com/ultrasonic-punching
Build precision into your process. Let's connect.
More Reading
- Ultrasonic Bumper Welding Machine: The 2025 Guide for Automotive Professionals
- Plastic Bumper Welding and Repair: Tips & Mistakes to Avoid
- What Is Automotive Bumper Assembly Welding?
- Car Bumper Punching and Welding
- Bumper Punching Welding Machine: Custom Automotive Solutions | Dizo Sonics
- Torsional Ultrasonic Welding for Automotive Bumpers: Lightweight & Sensor Integration


