Hydraulic Hot Plate Welding Machine Guide: Specs, Selection & Solutions

The Ultimate Guide to Hydraulic Hot Plate Welding Machines: Specs, Selection & Expert Solutions
If you're responsible for specifying, operating, or troubleshooting plastic welding equipment, you know the stakes: a failed weld means leaks, recalls, and production downtime. Finding a reliable process for joining large, complex thermoplastics like automotive fluid reservoirs, medical housings, or appliance bodies is a constant challenge.
I'm Jensen from Dizo Sonics. In my 20 years as a lead engineer specializing in thermoplastic welding, I've seen how the right technology transforms production. This guide distills that experience, combining material science from standards like ASTM and ISO 9001, data from our IATF 16949-compliant lab, and proven solutions for global manufacturers. You'll get more than theory---you'll get a clear, actionable roadmap for implementing hydraulic hot plate welding successfully.
We'll cut through the noise, compare it fairly to other methods, and show you exactly when and why to choose this technology---or when to opt for a custom-engineered solution.

1.What is a Hydraulic Hot Plate Welding Machine?
At its core, a hot plate welder joins plastic by melting matching surfaces with a heated plate, then pressing them together. The hydraulic variant uses a fluid-powered system to generate and control the immense, steady force required for large-part welding.
Why Hydraulics? Precision Under Power.
While pneumatic systems are common, they can struggle with the "stick-slip" effect under high, sustained loads. A hydraulic drive provides smooth, controllable force essential for consistent melt depth and void-free bonds in parts like polypropylene filter housings or ABS automotive bumpers. In automated lines, this translates directly to fewer rejects and higher throughput.
Key Applications Solving Real Problems
- Automotive: Creating leak-proof seals for coolant tanks, air intake components, and complex interior trim assemblies.
- Industrial & Consumer: Welding durable appliance housings (e.g., vacuum cleaners, power tool bodies) and large fluid storage containers.
- Filtration: Manufacturing seamless filter end caps and housings that must withstand internal pressure and fluid compatibility.
- Custom & Medical: Assembling prototype components and specialized medical device enclosures requiring validated, hermetic seals.
Case in Point: For a BYD battery pack supplier, we implemented a hydraulic hot plate system to weld complex polypropylene housing sections. The key was achieving uniform pressure across a large, irregular sealing surface. The result was a 100% seal success rate under pressure testing and a 22% increase in line output due to reduced manual inspection and rework.
2.The Working Principles - The Science of a Strong Weld
Understanding the physics behind the process is your first defense against poor results. A successful weld hinges on three phases: melting, displacement, and diffusion.
1. The Melting Phase: Creating the "Melt Pool"
The heated platen (often aluminum with a non-stick PTFE coating) contacts the part surfaces. Heat transfers via conduction, creating a molten layer. The goal is a uniform melt depth---too shallow leads to weak bonds; too deep causes excessive flash (burr) and part deformation. For materials like polypropylene (PP) or polyamide (PA/Nylon), we reference ASTM thermal analysis standards (e.g., ASTM D3418) to pinpoint the precise softening range.
2. The Joining & Forging Phase: Pressure is Everything
After the platen retracts, the two molten surfaces are pressed together. This is the forging stage. Hydraulic cylinders provide the high, consistent force needed to squeeze out air bubbles and ensure intimate molecular contact across the entire joint area. The pressure must be maintained as the part cools to prevent shrinkage voids from forming inside the weld.
3. Molecular Interdiffusion: Where Strength is Born
As the molten polymers are held under pressure, polymer chains from each part physically entangle across the joint interface---a process called molecular interdiffusion. Upon cooling, this creates a monolithic, homogeneous bond that can often be as strong as the base material itself.
The Control Triad: Temperature, Pressure, Displacement
Modern machines don't just set these parameters; they control them in real-time:
- Temperature: Multi-zone heated platens with PID closed-loop control maintain stability within ±1-3°C, preventing hot spots.
- Pressure: Servo-hydraulic or servo-electric systems provide programmable force profiles, ensuring smooth application without spikes.
- Displacement: Linear displacement sensors measure the melt depth during heating and the final part movement during joining, compensating for natural material and tooling variations.
Our internal data shows that mastering this control triad reduces weld strength variation by over 60%, a critical factor for high-mix production and quality-critical industries like medical device manufacturing.
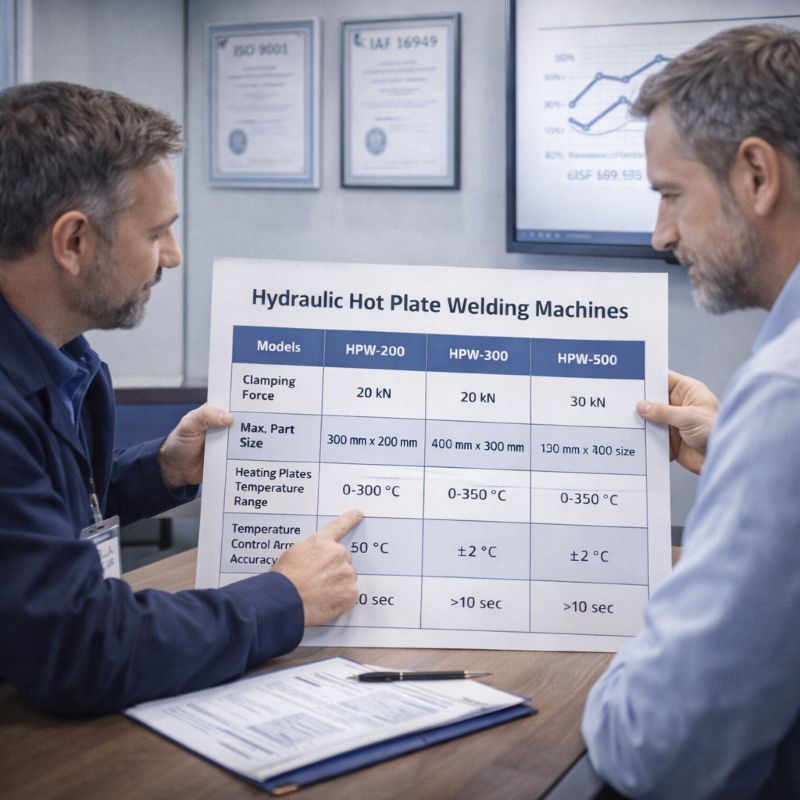
3.Key Specifications & What They Mean for Your Production
Don't get lost in a datasheet. Here's how core specifications translate to performance on your shop floor.
| Specification | What It Is | Why It Matters to You |
|---|---|---|
| Platen Size & Heating | The surface area and its heating method (e.g., cartridge heaters, multi-zone). | Must accommodate your largest part plus fixture elements. Multi-zone control is non-negotiable for complex shapes to prevent weak edges. |
| Clamping Force | The maximum force (in kN or tons) the hydraulic system can apply. | Determines the size and material strength of parts you can weld. Underspecifying leads to insufficient forging pressure and weak joints. |
| Temperature Range & Control | The achievable platen temperature and its stability (e.g., 50-450°C, ±1.5°C). | Must cover the melting point of all your target materials (e.g., ~200°C for PP, ~260°C for ABS). Precise control is the #1 factor in repeatability. |
| Control System | The programmable logic controller (PLC) and Human-Machine Interface (HMI). | SIEMENS S7-series or similar industrial PLCs offer robustness, recipe storage for fast changeovers, and connectivity for Industry 4.0 data collection. |
| Actuation Type | Hydraulic, Servo-Hydraulic, or Servo-Electric. | Standard hydraulic is powerful and cost-effective. Servo-hydraulic offers superior speed and programmability for fast cycles. Servo-electric provides the highest precision and energy efficiency. |
| Cycle Time | The total time from part load to unload for one weld. | Directly impacts your production capacity. For large parts, a typical cycle is 30-90 seconds. Speed is often limited by cooling time, not machine motion. |
Beyond the Specs: The "Must-Have" Features
Look for machines that include:
- Data Logging: The ability to record and store key parameters (temp, pressure, displacement) for every weld. This is essential for traceability and process validation.
- Automation Readiness: Pre-configured I/O for robotic integration, conveyor interfaces, and safety circuit connections.
- Robust Fixturing: Custom, precision-machined fixtures are not an accessory; they are critical to part alignment and weld quality.
4.Hot Plate Welding vs. The Competition: An Engineer's Comparison
Choosing the wrong welding method is a costly mistake. Here's an unbiased look at where hot plate welding stands against other common plastic joining technologies.
| Criteria | Hot Plate Welding | Ultrasonic Welding | Vibration Welding | Laser Welding |
|---|---|---|---|---|
| Best For Part Size | Large & Complex (e.g., automotive bumpers, appliance housings). | Small & Medium (e.g., electronic casings, medical filters). | Large & Flat/Contoured (e.g., automotive intake manifolds). | Small, Precise Seams (e.g., medical fluid channels, sensors). |
| Joint Strength | Excellent. Homogeneous, molecular-level fusion. | Good, but stress concentrations can occur at energy directors. | Excellent. High friction-induced melt strength. | Good to Excellent, but highly material-dependent. |
| Hermetic Seal Quality | Superior. Ideal for pressure vessels and fluid containment. | Good for small seals. | Very Good. | Excellent, but joint design is critical. |
| Cycle Time | Medium (30-90 sec). Limited by heating/cooling. | Very Fast (< 1-5 sec). | Medium-Fast (10-30 sec). | Fast (seconds per seam). |
| Material Flexibility | High. Excellent for most thermoplastics, including filled grades. | Limited. Best for amorphous resins; struggles with semi-crystalline. | High for compatible thermoplastics. | Very Limited. Requires one part to be laser-transmissive. |
| Equipment & Tooling Cost | Medium-High. Robust machine; custom tooling required. | Low-Medium. Lower machine cost; specialized horns can be expensive. | High. Heavy-duty mechanics required. | Very High. Laser source and safety systems are costly. |
| Key Advantage | Unbeatable strength & seal integrity for large, complex parts. | Speed for high-volume, small components. | Strength on large, flat surfaces at a reasonable pace. | Precision and non-contact welding for delicate parts. |
The Bottom Line: If your priority is the absolute strongest, most reliable seal on a large or geometrically complex plastic assembly---especially one that must contain fluids or withstand structural loads---hydraulic hot plate welding is consistently the top choice. It trades a few seconds of cycle time for unmatched joint quality and material versatility.
5.How to Select the Right Machine: A 5-Step Framework
Feeling overwhelmed by options? Use this structured approach, refined from hundreds of client projects, to make a confident decision.
Step 1: Define Your Non-Negotiables
Start with a clear project charter:
- Part Details: Material(s), dimensions, annual volume, target cycle time.
- Quality Standards: Required weld strength (e.g., failure mode in parent material), leak test pressure (e.g., 10 bar for 60 seconds), visual acceptance criteria.
- Future-Proofing: Will you add new parts? Need data integration with your MES?
Step 2: Validate with a Weldability Study
Never buy based on promises alone. A reputable supplier should offer to test your actual material samples. This proves feasibility and provides baseline welding parameters (temperature, time, pressure).
Step 3: Match Specifications to Needs.
Use your charter to evaluate machines. Key questions:
- Does the platen size and heating capability match your part geometry?
- Is the clamping force sufficient for your material and joint area?
- Does the control system allow for recipe storage and provide the data logging you need?
Step 4: Vet the Supplier (This is Critical).
You're buying a long-term partner. Your checklist should include:
- Relevant Experience: Ask for case studies from your industry (e.g., automotive fluid tanks, medical housings).
- Technical Support: What's the warranty? What are response times for technical support? Do they stock spare parts?
- Certifications: ISO 9001 certification is a baseline indicator of a quality management system.
- Custom Engineering Capability: Can they modify a standard machine if your needs change?
Step 5: Calculate the True ROI.
Look beyond the purchase price. Factor in:
- Scrap/Rework Reduction: A stable process minimizes leaky rejects.
- Labor Savings: Automation reduces manual handling.
- Throughput Increase: Faster, more reliable cycles produce more good parts per shift.
A well-chosen hot plate welder typically delivers a full return on investment in 12-24 months through these operational gains.
6.Operation, Maintenance & Troubleshooting
A machine is only as good as its upkeep. Proactive maintenance is the cheapest insurance against downtime.
Essential Daily & Weekly Checks
- Daily: Visually inspect and clean the platen surface of any carbonized plastic residue. Check hydraulic fluid levels and for visible leaks.
- Weekly: Verify pressure gauge readings. Inspect heaters and thermocouples. Check fixture alignment and tightness.
Quarterly & Annual PM
- Calibrate temperature sensors and pressure transducers.
- Change hydraulic filters and check fluid quality.
- Have a qualified technician perform a full system inspection.
Troubleshooting Common Weld Defects
| Defect | Likely Causes | Corrective Actions |
|---|---|---|
| Weak Weld / Low Strength | Temperature too low. Insufficient pressure/time. Material change (e.g., new lot, different MFI). | 1. Verify/calibrate thermocouples. 2. Increase pressure within design limits. 3. Re-run weldability test for new material. |
| Excessive Flash (Burr) | Temperature too high. Excessive pressure. Over-melting (time too long). | 1. Gradually reduce platen temperature. 2. Optimize (usually reduce) joining pressure. 3. Shorten heating time. |
| Voids or Porosity in Weld | Contaminated part surfaces (oil, moisture). Pressure released too early during cooling. Trapped air. | 1. Implement pre-weld cleaning. 2. Increase cooling time under pressure. 3. Review part/fixture design for venting. |
| Uneven Weld Line | Non-uniform platen temperature. Misaligned or worn fixtures. Uneven part surfaces. | 1. Check multi-zone heater function. 2. Inspect and realign/re-machine fixtures. 3. Improve part quality from the molder. |
7.When Standard Isn't Enough: The Power of Custom Solutions
Off-the-shelf machines solve common problems. But what about the 20% of applications that are truly challenging? This is where custom engineering unlocks value.

Signs You Need a Customized Welding System
- Extreme Cycle Time Demands: Need consistent cycles under 15 seconds for ultra-high-volume production. Standard hydraulic systems have inherent lag.
- Complex 3D Contours: Welding a non-flat sealing surface where a standard flat platen cannot make uniform contact.
- Exotic or Sensitive Materials: Processing high-performance polymers (PEEK, PPSU) with very narrow thermal windows, or welding transparent materials without marring.
- "Invisible" Welds: Joining Class-A automotive interior surfaces where any witness line or flash is unacceptable.
How Dizo Sonics Engineers Custom Solutions
We approach each challenge with a first-principles mindset:
- Challenge: A Mercedes-Benz supplier needed to weld a leather-look, curved instrument panel substrate without any surface marking. Adhesives were slow and messy.
- Solution: We developed a 6-axis robotic welding cell. The robot held a custom, temperature-controlled welding head that "floated" to follow the 3D contour perfectly, applying even pressure without scraping.
- Result: Zero surface marring, 100% seal integrity validated by the OEM, and a 25% faster production rate versus the adhesive process.
For another client welding large-diameter PEX-Al-PEX pipes, standard platens caused uneven heating. Our solution was a clamshell-style, internally heated mandrel that ensured uniform temperature across the entire circumference, eliminating weak spots and achieving a perfect pressure seal every time.

8.FAQ: Common Questions on Hot Plate Welding Machines
Q1: What is the typical price of a hydraulic hot plate welding machine?
A: Pricing is highly project-dependent. A standard, manually loaded machine can start around $25,000 - $50,000. A fully automated, servo-controlled cell with robotic integration can range from $100,000 to $250,000+. The most accurate way is to request a quote based on your specific part and production requirements.
Q2: Can hot plate welding be fully automated?
A: Absolutely. In fact, it's one of the most automatable plastic welding processes. Machines integrate seamlessly with robots for part handling, vision systems for alignment verification, and conveyors for inline production, enabling lights-out manufacturing for high-volume applications.
Q3: What plastics can be welded with this method?
A: It is excellent for most thermoplastics, particularly semi-crystalline ones which melt consistently: Polypropylene (PP), Polyethylene (PE/HDPE), Nylon (PA6, PA66), and Acetal (POM). It can also weld some dissimilar pairs if their melting temperatures are within about 30°C of each other.
Q4: How do I ensure consistent weld quality?
A: Consistency comes from controlling the variables. Use a machine with closed-loop PID temperature control, servo-driven pressure, and data logging. Implement a regular preventive maintenance schedule and calibrate sensors periodically. Finally, establish a Statistical Process Control (SPC) program to monitor key weld parameters over time.
Q5: Why choose Dizo Sonics as a partner?
A: Beyond our 20 years of specialization and ISO 9001 certification, we bring a problem-solving engineering mindset. We don't just sell machines; we develop custom welding solutions backed by deep material science knowledge and a commitment to lifetime technical support. Our partnerships with global tier-1 suppliers are built on trust and proven results.

9.Conclusion: Your Next Step Towards Flawless Production
You now have a comprehensive, engineer-level understanding of hydraulic hot plate welding technology. From the fundamental science of molecular fusion to the practical steps of selection, operation, and troubleshooting, you're equipped to make informed decisions that will impact your product quality, efficiency, and bottom line.
For many applications, a well-chosen standard machine will deliver exceptional results for years. For those unique, high-stakes challenges that define leading-edge manufacturing, a collaborative partnership with a specialist is your key to success.
Ready to Move Forward?
- Get a Free Weldability Analysis: Send us your part drawings or samples. Our application engineers will conduct a feasibility study and provide preliminary parameters.
- Schedule a Virtual Machine Demo: See our technology in action tailored to your potential application.
- Request a Detailed Project Proposal: We'll work with you to outline a complete technical and commercial solution.
Contact Dizo Sonics Today:
Email: sales@dizo-global.com
Phone: +86 510 8377 3953
WhatsApp/WeChat: +86 181 2150 6765
We guarantee an initial response within 8 working hours. Let's discuss how to turn your plastic assembly challenge into a reliable, competitive advantage.


