Hot Plate Welding Parameters Guide: Optimize Weld Strength in Plastic Cylinders

The Ultimate Guide to Hot Plate Welding Parameters: Optimize for Unbeatable Weld Strength in Plastic Cylinders
Inconsistent weld strength in plastic cylinders can lead to leak rates as high as 8%, triggering costly recalls and eroding brand trust. Yet, with precisely optimized hot plate welding parameters, scrap rates can be systematically driven below 0.5%. As Jensen from Dizo Sonics, I draw on our two decades of field-tested experience to guide you through a complete optimization journey. This guide will transform your understanding from basic principles to advanced, custom strategies, showing you how to fine-tune temperature, time, and pressure to master polymer chain diffusion and boost production efficiency by up to 30%.

1.Introduction to Hot Plate Welding and Its Importance
A single weak weld in a plastic automotive fluid cylinder or medical reservoir is more than a defect; it's a direct threat to safety, reliability, and your bottom line. For production engineers, moving from unpredictable results to robust, repeatable bonds is a critical mission. This section establishes why a deep, scientific approach to parameter optimization is the foundation of that mission.
What is Hot Plate Welding?
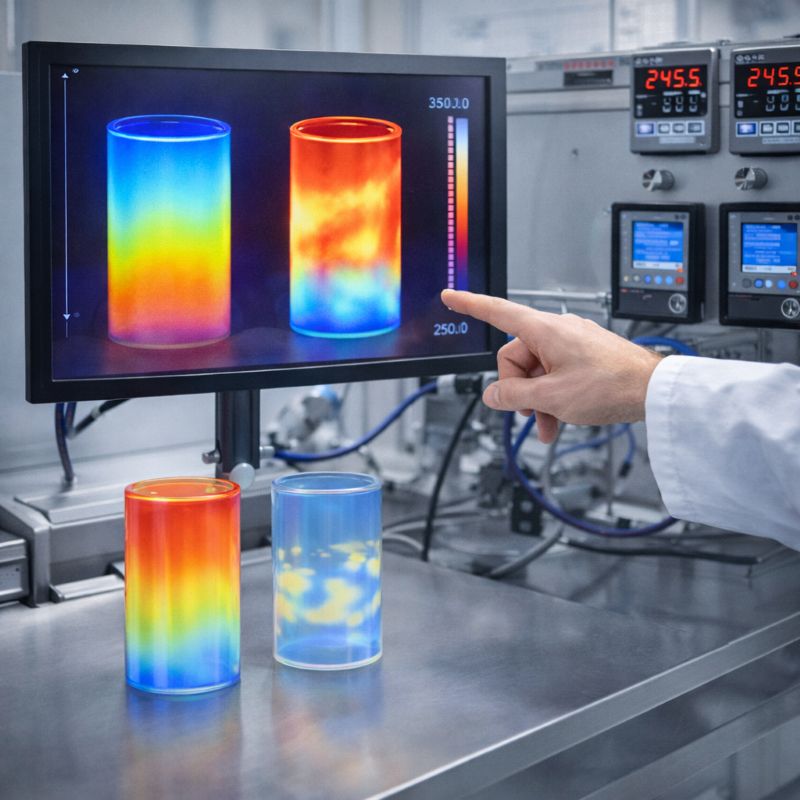
Think of hot plate welding as using a 'precision iron' for plastic. The process involves heating the mating surfaces of thermoplastic parts with a controlled hot plate until a molten layer forms, then pressing them together to fuse as they cool. This creates a bond at the molecular level, where polymer chains from each part intermix and entangle. For cylindrical components, it's particularly advantageous as it conforms well to curved geometries without needing adhesives or fillers, resulting in clean, hermetic seals ideal for fluid containment. However, the quality of this molecular fusion hinges entirely on the precise control of several interlinked parameters.
Why Parameter Optimization is Non-Negotiable for Cylinders
Optimizing hot plate welding parameters directly tackles the root causes of production headaches: weak bonds from uneven heating, leaks from incomplete fusion, and high scrap rates from inconsistent cycles. Proper settings do more than fix problems---they enhance performance. Based on our extensive validation, an optimized process can increase weld strength by 25-30% and dramatically reduce energy and material waste. It's the strategic fine-tuning that turns a standard procedure into a high-performance, cost-effective pillar of your manufacturing line.
2.Principle Depth Parsing: Understanding the Science Behind Weld Strength
Achieving consistently superior welds requires moving beyond trial-and-error to a firm grasp of the underlying materials science. This knowledge is what allows you to correctly interpret parameter effects and diagnose issues.
Polymer Chain Diffusion: The Heart of the Weld
Visualize polymer chain diffusion like two combs melting together, their teeth intertwining. When the plastic surfaces are heated past their glass transition temperature, polymer chains gain mobility. At the interface, these chains from each part diffuse across the boundary, entangling to form a monolithic structure. The strength of this newly formed region often surpasses that of the base material. Standards like ASTM D2659 provide methods to evaluate this diffusion-based bond strength, emphasizing that sufficient thermal energy and time are prerequisites for complete molecular interpenetration and to avoid brittle, weak interfaces.
Key Factors Dictating Diffusion Quality
Three primary factors dominate the success of chain diffusion, with temperature uniformity being the most frequently overlooked:
- Material-Specific Melt Ranges: Each polymer has an optimal processing window. For example, Polypropylene (PP) typically requires 220--280°C, while Nylon (PA66) demands precise control around 260°C and strict moisture management.
- Surface Preparation: Clean, flat, and parallel contact surfaces are essential to ensure uniform heat transfer and eliminate barriers to chain mobility.
- Temperature Uniformity: This is critical. Our internal tests show that a variance exceeding ±2°C across the hot plate can create diffusion gradients, leading to weak boundary layers and potential void formation.
From Science to Settings: How Diffusion Dictates Your Parameters
Understanding diffusion directly translates to actionable parameter windows:
Temperature & Uniformity: The plate temperature must create adequate melt viscosity for chain mobility. Our lab data indicates that a gradient of just ±5°C can be detrimental. This is why Dizo machines emphasize multi-zone PID control, maintaining uniformity within ±1-3°C.
Time: Diffusion requires time for chains to 'reptate' and entangle. The heating and hold times must be balanced: too short results in incomplete entanglement; too long initiates polymer degradation. We've mapped these sweet spots for common grades like PP and PE in our proprietary database.
Pressure: Often underestimated, pressure ensures intimate contact for heat transfer and promotes chain mixing during the cooling phase. Insufficient pressure is a common cause of low strength, even with ideal temperatures. For most cylindrical applications, we find a range of 0.2--0.4 MPa provides consistent, high-quality results.
3. Hot Plate Welding vs. Alternatives: An Objective Comparison for Cylindrical Parts
Selecting the right welding technology is the first major decision. This objective comparison highlights where hot plate welding excels for cylindrical applications and where alternatives might be more suitable.
| Method | Best For Cylinders That Are... | Typical Strength | Speed (Cycle Time) | Key Advantages | Key Limitations |
|---|---|---|---|---|---|
| Hot Plate Welding | Large diameter, thick-walled, with complex seams or ports. | Very High (Full molecular fusion) | Medium (10-40s) | Excellent strength & seal; forgives part dimensional variation; no fillers needed. | Thermal cycle can affect material near weld; slower than ultrasonic for small parts. |
| Ultrasonic Welding | Small-diameter, thin-walled, with simple, localized joints. | Medium-High | Very Fast (0.5-3s) | Extremely fast; clean, energy-efficient. | Limited to small weld areas; requires precise energy directors; not for large diameters. |
| Vibration Welding | Very large, heavy-duty structural cylinders. | Very High | Medium (5-20s) | Excellent for large, flat seams; strong, hermetic seals. | High equipment cost; noise/vibration; complex fixturing for curves. |
When to Choose Hot Plate Welding: A Practical Guide
Hot plate welding is often the default choice for demanding cylindrical applications like automotive fluid reservoirs or industrial filter housings. It balances high strength with exceptional geometry-handling capability. However, for a cylinder under 50mm in diameter with a simple butt joint, ultrasonic welding may offer a more cost-effective and faster solution. For massive pressure vessels exceeding 1m in diameter, vibration welding's power might be necessary. In a recent project for a client with 50mm diameter PE pipes, we recommended ultrasonic welding, which cut their cycle time by over 70% while maintaining seal integrity.
4.Decision Guide: Step-by-Step Parameter Optimization
With the right method chosen, systematic optimization is key. This step-by-step guide turns theory into practice, helping you establish a robust, data-driven process.
Phase 1: The OFAT (One-Factor-At-a-Time) Foundation
Begin with structured testing. For example, start with a baseline melting temperature of 220°C for PP.
- Hold all other variables (time, pressure) constant.
- Systematically adjust the heating time in 5-second increments (e.g., 10s, 15s, 20s).
- For each test, measure the output weld strength via peel or tensile test.
- Plot the results to identify the trend and optimal window for that parameter before moving to the next.
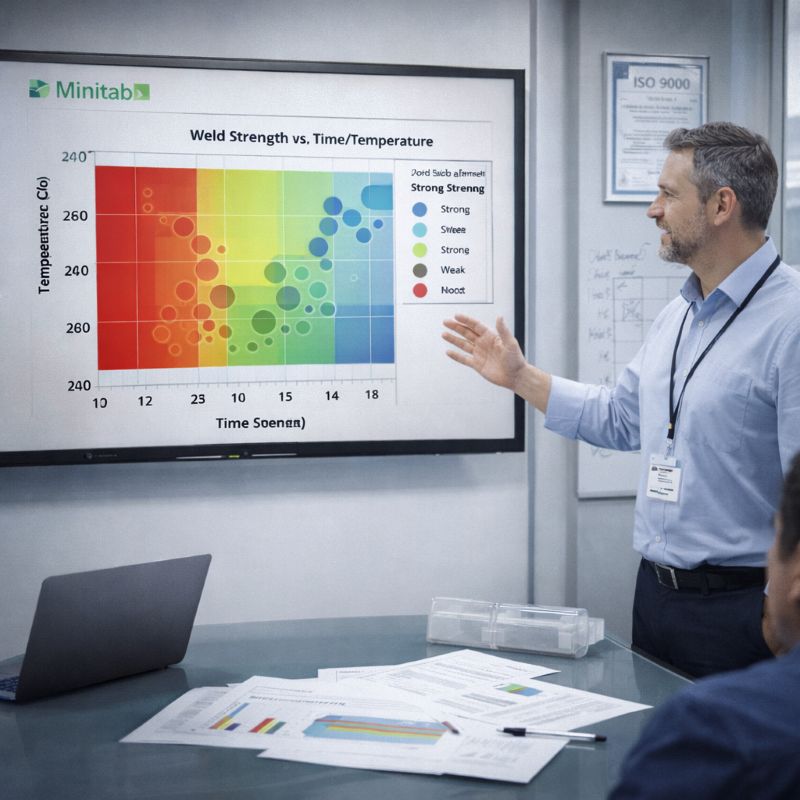
Phase 2: Data-Driven Analysis with Tools Like Minitab
For deeper insights, statistical software is invaluable. Optimizing hot plate welding parameters with Minitab can reduce required trial runs by up to 40%.
- Input your structured test data (temperature, time, pressure, resulting strength).
- Use tools like Factorial Design to understand interactions between parameters.
- Run ANOVA (Analysis of Variance) to quantify the statistical significance of each parameter's impact on weld strength.
- Generate predictive models and contour plots to visualize the optimal parameter space for maximum diffusion.
Key Parameters and Ranges
Based on our material database, these ranges serve as a reliable starting point for common thermoplastics:
- Melting Temperature: 200--300°C (material-dependent)
- Heating/Hold Time: 10--30 seconds
- Joining Pressure: 0.2--0.4 MPa for cylinders
- Critical Requirement: Temperature uniformity within ±1--3°C via PID control.
Warning Signs: When Standard Optimization Hits a Wall
Recognize these red flags that signal the need for an advanced or custom approach:
- High variability (>15%) persists despite OFAT/DOE efforts.
- The cylinder has severe wall-thickness variations or complex internal ribs causing uneven heating.
- You're using novel polymer blends or recycled materials with unpredictable melt behavior.
- Production speed demands outpace what standard parameters allow for consistent diffusion. If these sound familiar, the solution lies beyond basic tuning.
5. Beyond Standard Optimization: Engineering Custom Hot Plate Solutions for Complex Cylinders
When complex geometry or material challenges defy standard optimization, a custom-engineered solution is not an upgrade---it's a necessity. This is where process design is reimagined to match the unique demands of the part.
Our Custom Toolbox for Complex Cylinders
At Dizo Sonics, we deploy a specialized arsenal to solve real-world welding challenges:
- Multi-Zone Temperature Control: Independent heating zones directly address heat sinks caused by ports, flanges, or thick ribs, eliminating cold spots for uniform diffusion.
- Servo-Driven Pressure Profiles: We replace erratic pneumatic systems with programmable servo force. This allows complex pressure curves (soft touch → ramp-up → hold) critical for managing melt flow and minimizing flash in delicate geometries.
- Advanced Process Monitoring & SPC Integration: Real-time tracking of force-displacement curves and thermal profiles provides 100% part traceability, seamlessly integrating with MES systems and meeting stringent standards like IATF 16949.
- Material-Specific Process Libraries: Our 20-year database of welding parameters for common and exotic thermoplastics dramatically slashes development time and risk.
Case Study: Solving for a Multi-Port Nylon Cylinder
Challenge: A Tesla supplier faced inconsistent strength and leaks in complex, multi-port PA66 cylinders. Part warpage and the material's moisture sensitivity made standard welding unreliable, resulting in an 8% scrap rate.
Dizo Solution: We conducted a full process audit and supplied a servo-controlled hot plate welder with 4-zone temperature control to target the port areas. A custom pressure profile compensated for part warpage, and a pre-weld drying protocol was established. The system was integrated with vision alignment and full data logging.
Result: Weld strength consistency improved by over 25%, eliminating leak failures. The scrap rate plummeted from 8% to under 0.5%. The production manager noted: "Dizo's custom solution turned a persistent leak issue into a zero-defect process." The validated, traceable process delivered full ROI in under 12 months through reduced downtime and waste.

6. FAQ: Common Questions on Hot Plate Welding Optimization
Q: How does melting time specifically affect polymer chain
diffusion?
A: Melting time is the primary controller of chain entanglement depth.
In our tests, a 15-25s window maximizes diffusion for most PP/PE
cylinders. Shorter times leave chains only partially entangled, creating
weak bonds. Exceeding 30-35s often risks thermal degradation, which
brittles the polymer. The "sweet spot" is material-dependent and is
best found via structured OFAT testing, measuring peel strength at
5-second increments.
Q: What are best practices for using Minitab in welding analysis?
A: Start by importing structured weld data (inputs: T, t, P; output:
strength). Use factorial design to plan efficient experiments. Run ANOVA
to quantify which parameter has the most significant impact on strength.
Contour plots are excellent for visualizing the interaction between two
parameters (e.g., Time vs. Temperature) on the resulting weld quality,
helping you pinpoint the optimal operating window.
Q: What is the precise role of pressure in optimization?
A: Pressure serves two key functions: First, it ensures intimate contact
for efficient heat transfer from the plate to the part. Second, during
the joining and cooling phase, it promotes the mixing and entanglement
of polymer chains across the interface. As per ASTM guidelines,
consistent, sufficient force (typically 0.2-0.4 MPa for cylinders) is
critical for uniform results; too low a pressure is a leading cause of
visually acceptable but structurally weak welds.
Q: Can you weld cylinders with integrated ports or flanges close to
the weld seam?
A: Yes, but this is a classic customization scenario. Ports act as heat
sinks, creating cold spots that lead to incomplete fusion. Our approach
uses multi-zone hot plates to deliver targeted heat to these areas or
employs specially shaped tooling. As demonstrated in our Tesla supplier
case study, this targeted control is crucial for ensuring even diffusion
and leak-free seals on complex parts.
Q: How does the diameter-to-wall-thickness ratio affect parameters?
A: A high ratio (large diameter, thin wall) increases the risk of part
deformation during heating and pressing. It often necessitates a lower
initial contact pressure, a longer heating time for a thorough thermal
soak, and exceptionally rigid fixture support. As a rule of thumb, if
the ratio exceeds 20:1, a multi-stage heating and pressure profile
becomes essential. Our machines with programmable servo control are
designed to handle these delicate cases with precision.

7.Conclusion: Next Steps for Enhanced Manufacturing Efficiency
You are now equipped with a clear pathway: from grasping the core science of polymer diffusion, through methodical parameter testing, to recognizing the signs that call for a custom-engineered solution. Applying this knowledge transforms hot plate welding from a variable step into a reliable, strength-optimized pillar of your production line.
Your Immediate Next Steps:
- If you see clear optimization potential, apply the OFAT and data analysis methods from Section 4. Document your process window and monitor key metrics like strength consistency and scrap rate.
- If you're facing complex geometries, tricky materials, or recognize the red flags, the most cost-effective step is expert consultation. The ongoing expense of scrap, rework, and latent field failures typically far outweighs the investment in a robust, tailored solution.
Need Expert Guidance?
Schedule a free 30-minute welding process review with a senior Dizo engineer. Whether you're refining parameters or designing a solution for a complex cylinder, our team brings two decades of certified expertise (ISO 9001, Tesla/Siemens partnerships) directly to your challenge. Let's transform your welding process from inconsistent to industrially robust.
Author Note: This guide synthesizes proven methodologies from Dizo Sonics' 20-year practice in advanced plastic welding. All recommendations are grounded in empirical testing, adherence to international standards (ASTM, ISO), and successful implementation with global manufacturers. We are dedicated to providing not just equipment, but the deep process expertise required for manufacturing excellence.


