Hot Plate Welding Guide for Leak-Proof Plastic Filter Cartridges

Hot Plate Welding for Filter Cartridges: The Ultimate Guide to Leak-Proof Sealing
In the high-stakes world of filtration---where a single leak can mean product failure, recalls, or system contamination---achieving a perfect, hermetic seal is non-negotiable. If you're a manufacturing engineer or production manager wrestling with inconsistent welds, material waste from trial and error, or costly downtime, you understand the challenge. This definitive guide cuts through the complexity. We'll provide a clear, actionable roadmap to mastering hot plate welding for plastic filter cartridges, ensuring leak-proof sealing that stands up to pressure, cycle after cycle.
Drawing from Dizo Sonics' 20 years of specialized expertise and ISO 9001-certified innovation in serving global automotive, medical, and industrial clients, this resource goes beyond theory. It's built on proven frameworks, real-world case data, and a deep understanding of the welding process for filter manufacturing. You'll discover not just the 'how,' but the 'why' behind strong welds, learn how to select and optimize equipment, and gain strategies to solve your most persistent production headaches. Let's build reliability from the ground up.

1. Introduction to Hot Plate Welding: The Gold Standard for Robust Seals
Ask any quality control manager: what keeps you up at night? Often, it's the fear of a leak in a batch of filter housings destined for medical devices or engine systems. Traditional methods like adhesives can fail under thermal cycling; faster techniques like ultrasonic welding may struggle with large or complex parts. This is where hot plate welding shines.
Hot plate welding is a thermal joining process where two plastic surfaces are softened by contact with a precisely heated platen and then pressed together. The result is molecular fusion---a bond often as strong as the parent material itself, achieved without foreign chemicals or fasteners. For polypropylene filter cartridges and other thermoplastics, it is the benchmark for creating durable, hermetic seals in end caps and housing interfaces.
This chapter lays the foundation. We'll explore why this method is uniquely suited for demanding filtration applications and how a principle-based understanding is your first step toward zero-defect production.
2. Principle Deep Dive: The Science of a Perfect Weld
A strong weld isn't an accident; it's a predictable outcome of controlled physics and material science. Understanding these core principles is what separates adequate results from exceptional, reliable ones.
The Core Mechanism: From Heat to Molecular Bond
The process is elegantly simple but demands precision. Key components---typically the filter end cap and the housing---are clamped in alignment. A heated platen, often coated with non-stick materials like PTFE (Teflon®), is inserted between them. The surfaces are allowed to soften (or "melt") for a precise duration. The platen retracts, and the two molten surfaces are immediately pressed together under controlled force. As they cool, polymer chains interdiffuse across the interface, creating a monolithic, leak-proof joint.
The critical variables here are the melting temperature of the plastic, the heating time, the joining pressure, and the cooling time under pressure. A narrow "welding window" exists for each material where these parameters combine to produce optimal strength without degradation or excessive flash (burred material).
Material Science in Action: Why Plastics Behave as They Do
Not all plastics weld equally. Successful hot plate welding for plastics hinges on material properties:
- Thermoplastics vs. Thermosets: Only thermoplastics (e.g., PP, PE, nylon) can be melted and re-solidified. Thermosets cannot be welded this way.
- Semi-Crystalline vs. Amorphous: Semi-crystalline polymers like Polypropylene (PP) and Polyethylene (PE)---common in filters---have a sharp melting point. They require sufficient heat to achieve full fusion but can solidify quickly, needing precise timing.
- Melt Flow Index (MFI): A higher MFI indicates a more fluid melt, which can fill gaps better but may also lead to excessive flash if not controlled.
Adhering to standards like ISO 11357 for thermal analysis provides a scientific baseline for these material behaviors, removing guesswork.
The Process Step-by-Step: A Blueprint for Consistency
For a typical filter cartridge welding operation, the repeatable cycle is key:
- Loading & Fixturing: Parts are loaded into precision molds or fixtures that ensure perfect alignment.
- Heating Phase: The platen, heated to a material-specific temperature (e.g., 205-220°C for PP), contacts the part surfaces for a set time (e.g., 10-30 seconds).
- Change-Over: The platen retracts rapidly.
- Joining & Forging: The fixtures bring the molten surfaces together under a controlled pressure (e.g., 0.4-0.6 MPa).
- Cooling & Solidification: Pressure is maintained as the weld cools and solidifies, preventing voids.
- Ejection: The finished, sealed filter housing is ejected.
This controlled, sequential process is what makes it ideal for achieving strong bonds in plastic welding for medium to high-volume production.
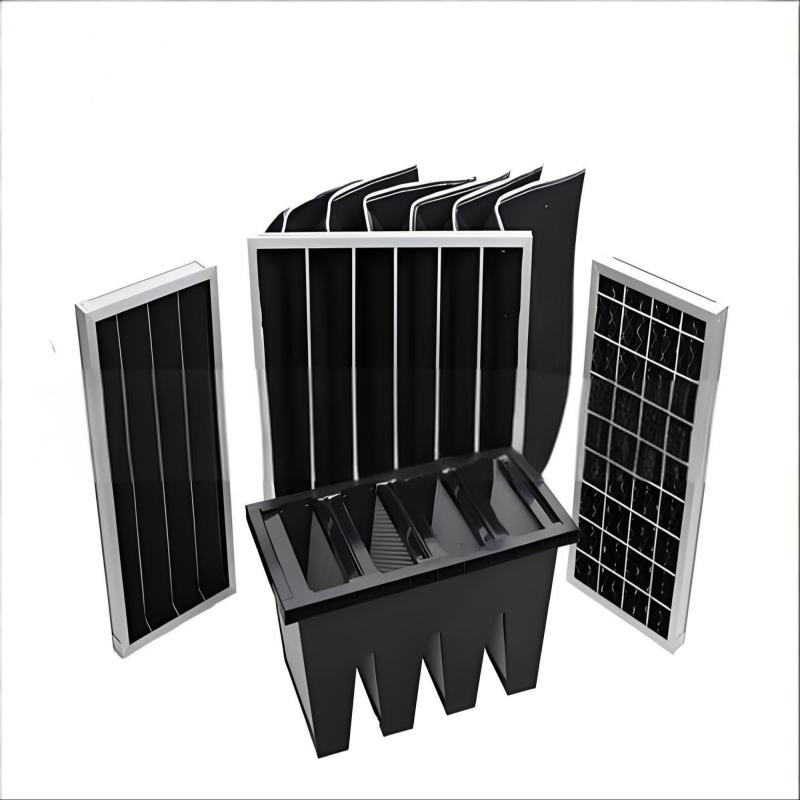
3. Machine Anatomy: Key Components for Precision and Control
A hot plate welding machine is more than a heater and a press. It's an integrated system where each component's precision contributes to the final weld's integrity. Understanding these parts helps in selection, operation, and troubleshooting.
Heated Platen: The heart of the system. Usually made from aluminum for good thermal conductivity and coated with PTFE to prevent melted plastic from sticking. High-end machines feature multi-zone heating with individual controls to ensure temperature uniformity across large or complex surfaces.
Actuation System: Provides the force for joining. This can be:
- Pneumatic Cylinders: Cost-effective and robust for consistent pressure.
- Servo-Electric Actuators: Offer superior precision, programmability, and energy efficiency, allowing for complex, multi-stage pressure profiles.
PID Temperature Controllers: These are not simple thermostats. Proportional-Integral-Derivative (PID) controllers continuously monitor platen temperature and make micro-adjustments to heating elements, maintaining stability within ±1-3°C---a critical factor for consistent melt depth.
Robust Frame & Fixturing: A rigid, vibration-resistant frame maintains alignment under high pressure. Customizable fixtures hold the specific filter parts securely and in perfect orientation throughout the cycle.
Human-Machine Interface (HMI) & Controls: A user-friendly touchscreen allows operators to set, monitor, and store all welding parameters (time, temperature, pressure) for different products.
The synergy of these components---precision cylinders ensuring repeatable force, PID controls guaranteeing exact heat, and rigid fixturing maintaining alignment---is what transforms a good weld into a great one.
4. Hot Plate Welding vs. Alternatives: Choosing Your Weapon
Selecting the right welding technology is a strategic decision. Here's an objective comparison of the three main contenders for plastic welding, focused on filter manufacturing applications.
| Dimension | Hot Plate Welding | Ultrasonic Welding | Vibration Welding |
|---|---|---|---|
| Best For | Medium to large parts, complex geometries, hermetic seals. Excellent for PP/PE filter housings and end caps. | Small, simple parts with small joint areas. Fast for mass-produced small filters. | Large, flat or simple contoured parts. Strong for structural assemblies. |
| Joint Strength | Exceptional. Creates a molecularly fused, monolithic joint. Often the strongest option, ideal for pressure-resistant seals. | Good, but can create stress concentrations. Highly dependent on part design and horn contact. | Very high tensile strength, suitable for load-bearing parts. |
| Speed & Cycle Time | Moderate (typically 20-60 seconds). A reliable pace for batch production. | Extremely fast (often 1-5 seconds). King of high-volume, small-part manufacturing. | Fast (5-20 seconds), especially for large part areas. |
| Material Flexibility | High. Handles most thermoplastics, including filled grades and dissimilar (but compatible) materials. | Limited. Works best with amorphous plastics. Struggles with highly filled or semi-crystalline materials. | Moderate. Best with compatible, semi-crystalline materials. Dissimilar materials are challenging. |
| Initial & Operational Cost | Moderate initial investment. Energy use during heating. Low consumable costs. | Lower initial cost for standard systems. High tooling (horn) cost and wear. | Higher initial cost due to robust mechanics. Significant energy use during welding. |
| Key Advantage | Unmatched seal integrity & strength for critical applications. Forgiving on part tolerance. | Blazing speed for high-volume, simple parts. | High strength on large, flat surfaces with relatively fast cycles. |
The Verdict: If your priority is the absolute, most reliable leak-proof seal for a filter cartridge that must withstand fluid pressure and thermal cycling---especially if the parts are medium or large---hot plate welding is frequently the superior choice. It trades a few seconds of cycle time for a significant gain in joint integrity and material flexibility.

5. Mastering Temperature & Pressure: The Pillars of Process Control
Inconsistency is the enemy of quality. In hot plate welding, two parameters rule supreme: temperature and pressure. Mastering their control is the direct path to repeatable, strong welds.
Temperature Control: It's Not Just a Number
The platen temperature must be high enough to create a proper melt layer but low enough to prevent polymer degradation (charring or weakening). For common filter materials:
- Polypropylene (PP): 200°C – 230°C
- Polyethylene (PE): 180°C – 220°C
Modern machines with multi-zone PID control can maintain this temperature within a tight band across the entire platen, eliminating weak spots caused by "cold corners." Infrared pyrometers can provide non-contact verification of surface temperature just before joining, adding a layer of quality assurance.
Pressure Profiling: The Art of the Forge
Pressure isn't just a single setting; it can be profiled. A two-stage approach is common:
- Initial Contact Pressure: A lower pressure ensures full surface contact with the platen for even heating.
- Joining/Forging Pressure: A higher, sustained pressure after platen retraction forces the molten layers together, squeezes out potential air bubbles, and compensates for material shrinkage during cooling.
Precision servo-electric actuators excel here, allowing for programmable, highly repeatable pressure profiles that pneumatic systems struggle to match.
The Interaction: Finding the "Sweet Spot"
Temperature and pressure are interdependent. A temperature that's too low requires excessive pressure to achieve flow, risking part deformation. A temperature that's too high may cause material breakdown, even at low pressure. The optimal combination---the welding window---is identified through structured process validation tests, often documenting shear strength, visual inspection, and leak test results across a parameter matrix.
6. A Framework for Selection: Finding Your Perfect Machine
Choosing a hot plate welder can be daunting. This 5-step framework, distilled from countless successful integrations, will guide your decision.
1. Define Your Non-Negotiables: Start with hard facts.
Start by clarifying requirements. Ask key questions like:
- Part dimensions, material(s), and annual volume.
- Required seal strength (e.g., must withstand 10 bar internal pressure test).
- Target cycle time to meet production quotas.
- Future needs: Will you add new products? Need data integration (Industry 4.0)?
This step ensures you avoid over- or under-specifying the machine.
2. Validate the Process: Before buying, test.
A reputable supplier should offer a no-cost weldability study using your actual parts or material samples. This proves the technology works for your application and provides baseline parameters.
3. Specify Critical Features: Based on your needs, prioritize:
- Platen Size & Heating: Must accommodate your largest part with uniform heating.
- Actuation: Servo-electric for precision and flexibility; pneumatic for cost-effective consistency.
- Controls & Data: User-friendly HMI, recipe storage, and data logging capability for traceability.
- Fixturing: Custom, durable tooling designed for your specific part.
4. Evaluate the Supplier, Not Just the Machine: Your partner is as important as the hardware. Ask:
- Can they provide references or case studies from similar industries (e.g., filter cartridge manufacturing)?
- What is their support model? Do they offer training, preventative maintenance plans, and guaranteed response times?
- Are they ISO 9001 certified, demonstrating a commitment to quality management?
- Do they have engineering capability for custom solutions if your needs evolve?
5. Calculate the Real ROI: Look beyond the purchase price. Factor in:
- Scrap Reduction: A stable process minimizes leaky, rejected parts.
- Labor Efficiency: Automation reduces manual handling and inspection.
- Downtime Avoidance: Reliable equipment and good support keep your line running.
A quality hot plate welding system often pays for itself in 12-24 months through these operational gains.
7. Proactive Maintenance & Troubleshooting: Sustaining Peak Performance
Even the best machine needs care. A proactive approach prevents small issues from becoming costly downtime.
Essential Maintenance Checklist
- Daily: Visually inspect and clean the platen surface of any plastic residue. Check for loose fittings.
- Weekly: Verify pressure gauge readings and cylinder operation. Inspect heating elements and thermocouples.
- Monthly/Quarterly: Calibrate temperature sensors and pressure transducers. Check and tighten frame and fixture bolts. Lubricate moving parts as per manual.
- Annually: A comprehensive inspection by a qualified technician, possibly from your supplier.
Common Problems & Solutions
| Symptom | Likely Cause | Corrective Action |
|---|---|---|
| Weak Weld Strength | Temperature too low; Pressure/Time too short; Material change. | Verify/calibrate temperature controls; Increase pressure or heating time within window; Re-validate parameters for new material. |
| Excessive Flash (Burr) | Temperature too high; Pressure too high; Over-melting. | Gradually reduce temperature; Optimize (often reduce) joining pressure; Shorten heating time. |
| Misaligned or Uneven Weld | Worn or misaligned fixtures; Uneven platen heating. | Inspect and realign/replace fixtures; Check multi-zone heater function and thermocouples. |
| Inconsistent Results | Unstable power supply; Worn cylinder seals; Fluctuating shop air pressure (for pneumatic). | Install voltage regulator; Schedule maintenance for actuators; Install an air pressure regulator and dryer. |
Establishing a simple maintenance log tracks this activity and provides valuable history for troubleshooting.
8. Beyond Standard: Custom Solutions for Unique Challenges
While standard machines cover 80% of applications, some challenges demand a tailored approach. This is where deep engineering expertise pays off.
Challenge 1: The Oversized or Complex-Contoured Filter Housing
A standard single-zone platen heating a part over one meter long will have temperature gradients, leading to uneven melting and weak spots in the seal.
Custom Solution: A FEA-optimized platen with independent multi-zone heating. Each zone's PID controller compensates for edge heat loss, maintaining ±1°C uniformity across the entire surface, ensuring a consistent melt depth for a flawless, continuous seal.
Challenge 2: High-Volume Production with Zero-Defect Mandate & Traceability
Industries like automotive (IATF 16949) require full traceability and statistical process control (SPC). Basic machines lack this capability.
Custom Solution: Integration of an Industrial PC (IPC) with SCADA software. It records and stores the complete weld signature---temperature curve, pressure profile, and cycle time---for every single part, linked to its serial number. Data can be exported for analysis, providing proof of quality and enabling predictive maintenance.
Real-World Case Snapshot:
A manufacturer of fuel filter housings using glass-fiber reinforced PP experienced sporadic weld failures causing field leaks. The filler material complicated the melt flow.
Dizo Sonics' Approach: We conducted dedicated melt-flow analysis to identify the narrow, stable processing window. We then engineered a machine with a contoured, Teflon-coated platen and a dual-stage servo pressure profile to manage the material's unique shrinkage behavior.
The Result: The process capability index (Cpk) for weld strength improved from 1.0 (unacceptable) to over 1.67 (excellent), eliminating leak-related failures and securing a long-term automotive OEM contract for the client.
9. FAQs on Hot Plate Welding
What is the principle of hot plate welding machine for plastic parts?
Hot plate welding works by heating plastic surfaces with a platen until they soften, then pressing them together under controlled pressure for molecular fusion. This creates strong, seamless bonds without fillers. In practice, the key is balancing heat and time to achieve full interdiffusion while avoiding degradation.
How does hot plate welding work for filter cartridge end caps?
It melts the end cap and cartridge interfaces evenly, forming hermetic seals essential for leak-proof performance. Fixtures hold parts aligned during heating and joining. For reliable results in production, precise pressure and cooling prevent voids---something we've optimized in countless filter lines.
What is temperature control in hot plate welding machines?
It's the system that maintains the heat plate at a precise, uniform temperature. Advanced machines like those from Dizo use multi-zone PID controllers with auto-tuning to compensate for environmental changes, holding temperatures within ±1°C as verified under our ISO 9001 quality procedures. This precision is what guarantees consistent melt depth and weld strength batch after batch.
What is maintenance of hot plate welding equipment?
Regular care keeps machines running smoothly. Daily platen cleaning, weekly checks for leaks, and quarterly PID calibration are essentials. Proper upkeep minimizes downtime and extends equipment life---our clients often see 10+ years with consistent performance.
What are advantages of hot plate welding in filter production?
It delivers robust, leak-proof seals with excellent material versatility, especially for medium to large parts. Compared to faster methods, it provides superior strength and reliability where seal integrity matters most, while keeping waste low through controlled parameters.
What are components of hot plate welding machines including Yadeke cylinders?
Core parts include the heated platen (often Teflon-coated aluminum), precision cylinders (like Yadeke for repeatable motion), PID controllers, rigid frames, and pressure sensors. Advanced setups add servo drives for finer control and data logging for traceability.

10. Conclusion & Your Next Step Toward Flawless Seals
Mastering hot plate welding for filter cartridges is a powerful lever for achieving product reliability, reducing waste, and protecting your brand reputation. We've moved from the foundational science and machine anatomy to a clear comparative analysis and a practical framework for selection and optimization. The goal is to empower you with the knowledge to make confident, strategic decisions for your manufacturing operation.
For standard applications, a well-chosen machine following these principles will deliver exceptional results. For the unique, complex, or high-stakes challenges that define the leading edge of filter manufacturing, a collaborative partnership with an expert provider is the key differentiator.
Ready to transform your welding process from a source of concern to a pillar of quality?
Take the next step with Dizo Sonics:
- Get a Free Weldability Assessment: Send us your part drawings or samples. Our engineers will conduct a preliminary analysis and provide actionable feedback.
- Schedule a Virtual Demo: See our technology in action and discuss your specific production scenario.
- Request a Detailed ROI Proposal: We'll work with you to build a custom justification based on your scrap, labor, and throughput goals.
Contact us today to start the conversation:
Email: sales@dizo-global.com
Phone: +86 510 8377 3953
WhatsApp/WeChat: +86 181 2150 6765
We guarantee an initial response within 8 working hours. Let's build something reliable together.


