The Ultimate Guide to Welding Dissimilar Plastics: Methods & Compatibility

The Ultimate Guide to Welding Dissimilar Plastics: Feasibility, Compatibility, and Expert Methods
Engineers and designers often face the challenge of joining different plastics to create complex, multi-material components. The reality is that welding dissimilar thermoplastics like ABS to PC or PP to Nylon presents significant hurdles: incompatible polymers can lead to weak joints, production delays, and cost overruns that impact project viability. This definitive guide provides a clear, actionable roadmap for successfully welding dissimilar plastics. We'll demystify material compatibility, compare proven welding methods, offer a step-by-step selection framework, and explore custom solutions for complex challenges. Whether you're developing automotive housings, medical devices, or consumer electronics, this guide equips you with the knowledge to create strong, reliable bonds and streamline your manufacturing process.
1. Introduction to Welding Dissimilar Plastics
Welding different thermoplastics isn't merely a joining process; it's a materials science puzzle. Success depends on understanding how the molecular structures of two different polymers interact under heat and pressure. This foundational knowledge is the first step in turning a complex assembly challenge into a reliable, production-ready solution.
What is Dissimilar Plastics Welding?
Dissimilar plastics welding is the process of creating a permanent molecular bond between two different thermoplastic materials using controlled heat, pressure, and time. Unlike adhesive bonding, which relies on surface adhesion, welding aims for chain interdiffusion at the joint interface, creating a unified piece. The core challenge lies not in the equipment but in the inherent compatibility---or lack thereof---between the polymers.
Key factors influencing feasibility include:
- Chemical Affinity: Do the polymers' molecular structures allow them to mix?
- Thermal Properties: Are their melting or softening temperatures close enough?
- Rheological Behavior: Do they flow similarly under heat and pressure?
Without addressing these fundamentals, attempts to weld dissimilar plastics often result in brittle joints, poor aesthetics, and premature failure in the field.
Common Challenges and Industrial Pain Points
In practice, teams encounter several recurring obstacles when welding dissimilar plastics:
- Material Mis-Specification: Selecting polymers based solely on mechanical or cost requirements without assessing weld compatibility, such as pairing a crystalline polypropylene (PP) part with an amorphous polycarbonate (PC) component.
- Process Inconsistency: Managing the differing melt behaviors of the two materials, which can lead to incomplete fusion, excessive flash, or thermal degradation of one component.
- Hidden Reliability Issues: Joints that pass initial pull tests but fail under thermal cycling, chemical exposure, or long-term load, leading to warranty claims and rework costs that can inflate project budgets by 15-25%.
These challenges underscore the need for a systematic approach, starting with a deep dive into the principles of polymer compatibility.
2. The Science of Compatibility: Glass Transition, Crystallinity, and Solubility
Successful dissimilar welding requires going beyond material datasheets. You must understand the fundamental properties that dictate whether two polymers can form a strong intermolecular bond.
The Critical Role of Glass Transition Temperature (Tg)
The Glass Transition Temperature (Tg) is the point at which an amorphous polymer transitions from a hard, glassy state to a soft, rubbery one. For successful welding, the Tg values of the two materials should be relatively close---typically within 20-30°C of each other.
Why it matters: When heated for welding, both materials need to enter a viscous state simultaneously. If one polymer is already fluid while the other is still rigid, proper interdiffusion cannot occur, resulting in a weak bond.
Example: Acrylonitrile Butadiene Styrene (ABS, Tg ~105°C) and Polymethyl Methacrylate (PMMA or Acrylic, Tg ~105°C) have closely matched Tg values, making them a commonly weldable dissimilar pair for applications like light guides and cosmetic housings.
Amorphous vs. Crystalline Polymers: A Key Distinction
This structural difference is one of the most important predictors of weldability.
| Feature | Amorphous Polymers (e.g., ABS, PC, PS, PMMA) | Crystalline Polymers (e.g., PP, PE, Nylon, POM) |
|---|---|---|
| Molecular Structure | Random, entangled chains. | Ordered, tightly packed chains in crystalline regions. |
| Melting Behavior | Soften gradually over a temperature range above Tg. | Remain solid until a sharp, distinct melting point (Tm). |
| Weldability with Dissimilar Types | Generally good with other amorphous polymers. | Poor with amorphous polymers. Challenging even with other crystallines unless very similar. |
| Key Insight | Interdiffusion is easier as chains are mobile above Tg. | The sharp melt/freeze cycle and high shrinkage often lead to residual stress and weak interfacial bonds. |
Practical Implication: Welding an amorphous plastic to a crystalline one is notoriously difficult and often requires advanced techniques or intermediary layers. Lab data consistently shows that compatible amorphous pairs achieve weld strengths exceeding 80% of the base material, while amorphous-crystalline pairs frequently struggle to reach 50% without specialized processes.
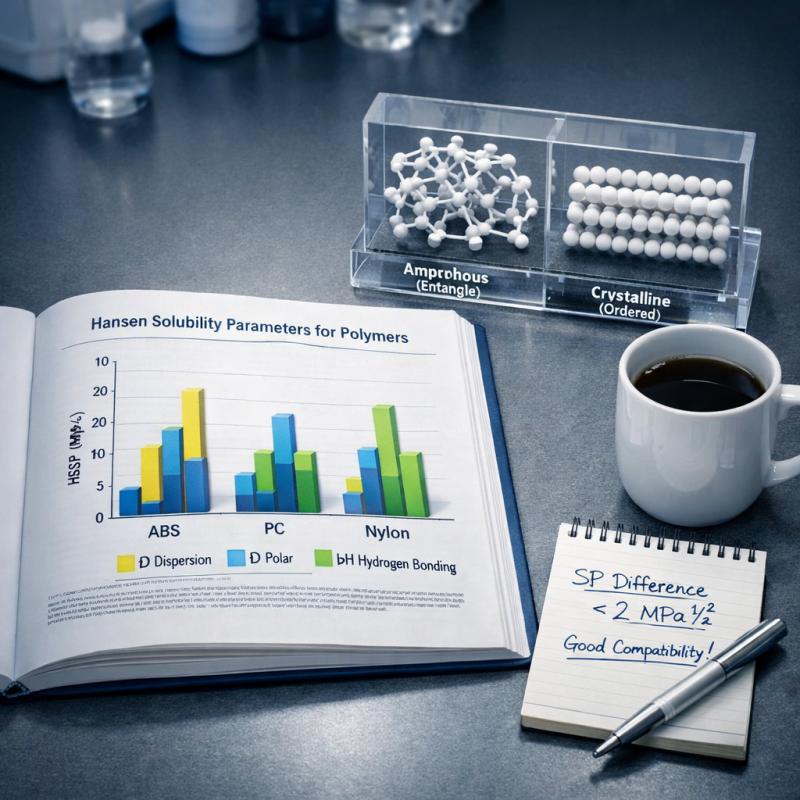
Chemical Compatibility and Solubility Parameters (SP)
The Hansen Solubility Parameters provide a quantitative measure of a polymer's intermolecular forces, broken into dispersion (δD), polar (δP), and hydrogen bonding (δH) components. Polymers with similar SP values are more likely to be miscible and, therefore, weldable.
The Rule of Thumb: A difference in total SP of less than 2 MPa¹/² suggests good compatibility. A difference greater than 5 MPa¹/² typically indicates incompatibility.
Example Application: While Tg might suggest PP and PE are weldable (both crystalline, similar Tm), their SP values differ enough that achieving a truly strong, direct weld is challenging, often necessitating the use of a copolymer or specialized vibration welding with precise parameter control.
Using tools like solubility parameter charts and thermal analysis (DSC) in the design phase can prevent costly trial-and-error during prototyping.
3. Comparing Welding Methods for Dissimilar Plastics
Once material compatibility is established, selecting the right welding process is crucial. Each method applies heat and pressure differently, making some more suitable than others for handling the unique demands of dissimilar materials.
Ultrasonic Welding
This method uses high-frequency mechanical vibrations (typically 20-40 kHz) to generate frictional heat at the joint interface.
- Best For: Small to medium-sized parts where one of the materials can effectively transmit vibrations (e.g., ABS to PMMA, similar styrenics).
- Key Consideration for Dissimilar Plastics: The vibration energy must be effectively coupled into both materials. If one is highly dampening (like soft TPE), energy may not reach the interface, causing failure. Directional energy directors must be designed strategically.
- Pros: Extremely fast (sub-second cycles), clean, no consumables.
- Cons: Limited to smaller joint areas; sensitive to part design and material consistency.
Hot Plate (or Hot Tool) Welding
Surfaces of both parts are pressed against a heated platen until they melt. The platen retracts, and the parts are joined under pressure.
- Best For: Large, irregular parts and materials with different melting points (e.g., PC to ABS). It allows for independent temperature control of each surface.
- Key Consideration for Dissimilar Plastics: This is often the most forgiving method for dissimilar pairs because you can set the plate temperature differently for each side to accommodate varying melt temperatures.
- Pros: Excellent for complex geometries; can handle significant tolerance variation; produces strong, hermetic seals.
- Cons: Longer cycle times; visible melt flash; requires regular plate maintenance.
Vibration (Linear Friction) Welding
Parts are rubbed together under pressure at a lower frequency (100-300 Hz), generating frictional heat.
- Best For: Larger, planar parts and semi-crystalline materials (e.g., PP to PP, or certain compatible filled polymers). Excels where high strength and excellent chemical resistance are needed.
- Key Consideration for Dissimilar Plastics: Effective for some dissimilar crystalline pairs if process parameters (amplitude, pressure, weld depth) are tightly controlled to manage differing melt viscosities.
- Pros: Very high strength; good for long, linear seams; relatively tolerant of surface contaminants.
- Cons: Higher equipment cost; significant fixturing required; not suitable for small or delicate parts.
Method Selection Summary Table:
| Method | Speed | Joint Strength | Dissimilar Material Flexibility | Best Suited Weld Type |
|---|---|---|---|---|
| Ultrasonic | Very High | Medium-High | Low-Moderate | Small, designed lap/shear joints. |
| Hot Plate | Medium | High | High | Large, complex, or contour welds. |
| Vibration | High | Very High | Moderate | Large, linear, or planar shear joints. |

4. A Practical Framework for Selecting and Optimizing Your Process
Moving from theory to a reliable production process requires a structured decision-making approach. Follow this five-step framework to select and dial in the optimal welding method for your dissimilar plastic assembly.
Step 1: Material Feasibility Assessment
- Identify both polymers by their full designations (e.g., PC-ABS, PP-GF30).
- Check Compatibility: Use a polymer compatibility chart (a quick-reference grid showing "green" for go, "red" for stop combinations) as a first filter.
- Analyze Properties: Compare Tg/Tm and research Hansen Solubility Parameters. If Tg differs by >30°C or SP by >5 MPa¹/², consider redesign, a compatibility-enhancing layer, or advanced methods.
Step 2: Part Design & Joint Geometry Review
- Joint Design: Modify the joint to favor welding. For dissimilar pairs, a shear joint often outperforms a simple butt joint, as it provides more surface area and controls alignment.
- Energy Director (for Ultrasonic): When welding a harder plastic to a softer one, place the energy director on the harder material to ensure proper melting initiation.
Step 3: Preliminary Method Selection
Use the table in Section 3 as a guide. Key questions for your team:
- What is the primary load on the joint (tensile, shear, peel)?
- Are there critical aesthetic requirements (flash, marking)?
- What is the target production cycle time and annual volume?
Quick Tip: For most challenging dissimilar pairs, Hot Plate Welding offers the greatest control and is an excellent starting point for prototyping.
Step 4: Parameter Development & Prototyping
Start with baseline parameters from material suppliers or industry standards, then refine:
- Temperature (Hot Plate): Set the plate temperature 20-30°C above the melt point of the higher-temperature material.
- Pressure & Time: Begin with moderate pressure (0.3-0.8 MPa) and sufficient melt time to ensure full surface liquefaction. Avoid excessive pressure that squeezes all molten material out of the joint.
- Test & Iterate: Conduct destructive tests (tensile, peel) and non-destructive checks (visual, leak) on prototypes. Analyze failure modes at the interface.
Step 5: Process Validation & Control
- Establish Control Windows: Define acceptable ranges for all key parameters (temp, pressure, time, distance).
- Implement SPC: Use machine data (actual weld energy, collapse distance) for statistical process control to detect drift.
- Environmental Testing: Validate joint integrity under thermal cycling, humidity, and chemical exposure relevant to the end-use environment.
Troubleshooting Common Defects:
- Weak Bond/Interfacial Failure: Likely a fundamental compatibility issue. Revisit Step 1 or consider an adhesive or mechanical interlock as an alternative.
- Excessive Flash on One Side: The materials have different melt viscosities. Adjust temperature profile or use a flash trap in the part design.
- Thermal Degradation (Burning): The higher-temperature material is overheating. Reduce temperature or cycle time for that side.
5. When Standard Methods Aren't Enough: Custom and Advanced Solutions
For approximately 80% of dissimilar welding applications, the framework above will yield a viable solution. However, some high-stakes applications---involving extreme materials, complex 3D seams, stringent regulatory needs, or ultra-high volumes---demand engineered, custom solutions.
Addressing Extreme Material Combinations
Some polymers are notoriously difficult to join directly, such as Polyethylene (PE) to Polycarbonate (PC). In these cases, standard welding may not be feasible. Solutions can include:
- Co-Molding or Insert Welding: Welding a third, compatible material (like a specific TPE or copolymer) to both components, acting as a molecular bridge.
- Laser Welding with Clear-to-Transmissive Pairs: Using a laser-absorbing additive in one part and a laser-transmissive material for the other, enabling precise, localized bonding without bulk heating.
Complex 3D Seams and High-Precision Applications
Industries like medical device manufacturing require perfect seals on complex geometries with zero particulates.
- Robotic Welding Cells: Integrating a 6-axis robot with a welding head (ultrasonic or laser) allows for precise energy application along any 3D path, ensuring consistent welds on contoured surfaces like fluid manifolds or sensor housings.
- Clean-Room Validated Systems: For sterile devices, welding systems can be housed in HEPA-filtered enclosures with data logging compliant with FDA 21 CFR Part 11, providing full traceability for each weld.
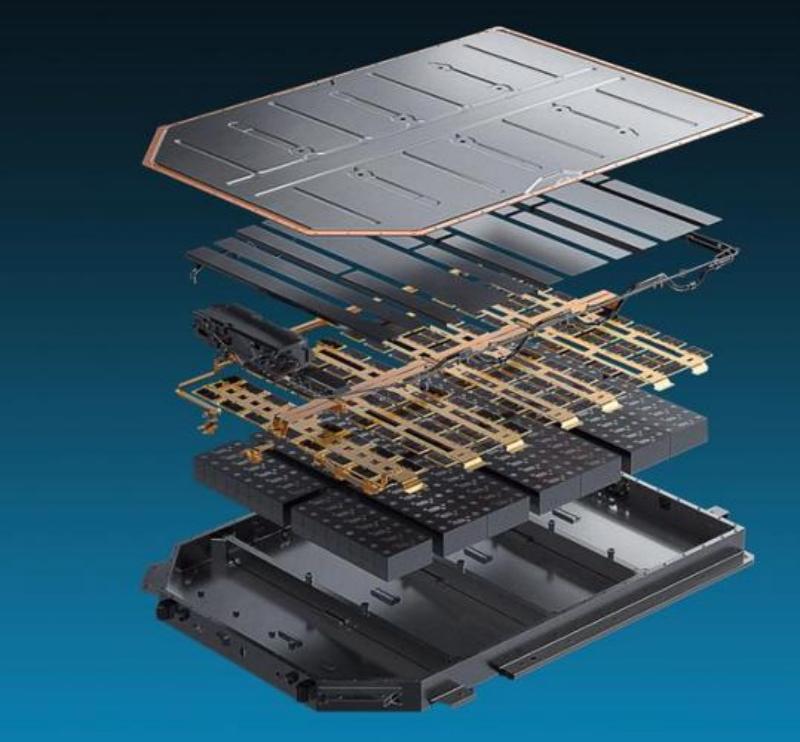
Case Study: EV Battery Module Enclosure
Challenge: A manufacturer needed to hermetically seal a large housing made of glass-fiber reinforced Polypropylene (PP) to a Polyamide (Nylon) connector plate, meeting IP67 and stringent vibration standards.
Standard Method Limitation: Direct hot plate welding risked warpage and inconsistent seals due to material shrinkage differences.
Custom Dizo Sonics Solution: A servo-controlled linear vibration welding system was developed with real-time melt-depth control and adaptive pressure profiling. The system compensated for material variability and maintained consistent energy input across the long seam.
Result: The process achieved a consistent weld strength >90% of the base PP material, reduced leak rates to <10 parts per million (PPM), and provided full SPC data traceability for every unit produced.
6.FAQ on Welding Dissimilar Plastics
Can You Weld PMMA to ABS?
Yes, ABS and PMMA are often weldable because they are both amorphous and have similar Glass Transition Temperatures (Tg). For optimal results using hot plate welding techniques, parameters typically range from 180°C to 220°C with a pressure of 0.2-0.4 MPa, as per our tests at Dizo Sonics. This creates strong, clean bonds for electronics or medical parts.
What Plastics Cannot Be Welded?
Non-weldable polymers include thermosets or extreme mismatches like PE to nylon 12, due to structural differences that prevent molecular fusion. These often lead to delamination. Always check a plastic compatibility chart first to spot issues early and avoid costly trials.
How to Use a Plastic Compatibility Chart?
A plastic compatibility chart works like a quick-reference grid for assessing materials welding feasibility. Look at row-column intersections: Green means weldable plastic combinations, red signals incompatible polymers. It simplifies decisions, saving time in design---link to our detailed chart in the principles section for examples.
What Are Tg Values in Welding?
Tg is the temperature where plastics soften, marking the shift from rigid to pliable state. In exceptions in dissimilar plastic welding, keep values close (under 22°C difference) for reliable fusion. This prevents weak spots; our tests show aligned Tg boosts joint strength by up to 80%.
Dissimilar Polymer Joining Methods Feasibility?
Feasible with methods like ultrasonic if polymers are compatible, but tough cases need custom dissimilar polymer joining methods. Factors like SP differences guide this---see our principles section for details. For non-standard needs, experts like Dizo can tailor solutions.
What is the Role of Hansen Solubility Parameters in Plastic Welding?
Hansen Solubility Parameters (SP) measure how well polymers mix at a molecular level, beyond Tg, by breaking cohesion into dispersion, polar, and hydrogen-bonding parts. Similar SP (under 2 MPa^1/2 difference) predicts strong bonds. Refer to Section 2 for how this enhances compatibility assessments in tricky pairs.
Can You Weld Plastic to Metal with These Methods?
Traditional methods like ultrasonic or hot plate aren't ideal for plastic-to-metal, as metals don't melt like thermoplastics---risking damage or weak adhesion. Instead, use laser welding or insert molding for hybrids. This requires advanced setups; our custom services at Dizo Sonics handle such cross-material challenges effectively.
How Do I Choose Between Welding and Using Adhesives for Dissimilar Plastics?
Welding suits high-strength, permanent joins, while adhesives offer flexibility for irregular surfaces. Quick comparison:
- Welding Pros: Seamless, fast; Cons: Needs compatible materials.
- Adhesives Pros: Easier for non-weldables; Cons: Cure time, potential contamination. Choose based on load---welding for structural parts. For hybrids, consult our experts for the best path.

7. Conclusion: From Knowledge to Reliable Production
Successfully welding dissimilar plastics transforms from a daunting challenge into a manageable process when you combine material science principles with a structured engineering approach. Begin by rigorously assessing compatibility using Tg, crystallinity, and solubility parameters. Then, select a welding method that offers the control needed for your specific material pair and part geometry, with hot plate welding often providing the greatest flexibility for challenging combinations.
For standard applications, this guide provides the roadmap. For complex, high-performance, or high-volume applications where standard methods reach their limits, partnering with an experienced solutions provider becomes the critical next step. With deep expertise in the nuances of polymer behavior and a portfolio of standard and custom welding technologies, we help engineers turn ambitious multi-material designs into reliable, manufacturable realities.
Ready to tackle your dissimilar plastic welding challenge? Take the next step with our free resources and expert support:
- Download Our Polymer Compatibility Quick-Reference Guide: A handy chart to screen material pairs instantly.
- Schedule a Free Technical Assessment: Discuss your specific materials, part design, and performance requirements with one of our application engineers in a 30-minute consultation.
- Explore Welding Solutions: Visit our resource center to learn more about ultrasonic, hot plate, and vibration welding systems engineered for reliability.
Contact us to start the conversation:
Email: sales@dizo-sonics.com
Website: www.dizo-sonics.com/resources


