Plastic Pallet Welding Optimization Guide: Boost Productivity 20-30% with Digital Twins

The Pallet Welding Optimization Guide: Boost Productivity by 20-30% with Digital Twins and Smart Line Balancing
Is a hidden bottleneck in your plastic pallet welding station quietly draining your profits? The signs are often clear: valuable workers standing idle, rising costs from rework and material waste, and production output that consistently lags behind demand. If you're a production manager, operations lead, or plant engineer facing these challenges, you are not alone. This comprehensive guide delivers a proven pathway to tangible efficiency gains. We'll demonstrate how integrating discrete-event simulation with lean line balancing principles can systematically uncover hidden inefficiencies, optimize workflows, and deliver a 20-30% increase in pallet production output, all while reducing costs without compromising the structural integrity of your products.
Leveraging Dizo Sonics' two decades of industrial automation expertise and insights from hundreds of successful manufacturing optimization projects, this guide provides actionable frameworks. You'll move from understanding the welding process fundamentals to implementing data-driven solutions, finally learning when to engage engineering partners for custom system integration.
Ready to transform your pallet manufacturing line from a cost center into a competitive asset? Let's begin.
1. Pallet Welding Fundamentals: The Engine of Your Production Line
In plastic pallet and crate manufacturing, welding is the critical process that fuses thermoplastic components into a single, load-bearing unit. Unlike a standalone step, it acts as the core pace-setter of your entire assembly line. Inconsistencies here---whether in cycle time, joint quality, or machine reliability---create immediate downstream bottlenecks, crippling Overall Equipment Effectiveness (OEE) and leading to the all-too-common sights of idle labor and escalating operational costs. A deep understanding of this process is the essential first step toward meaningful optimization.
What is Plastic Pallet Welding and Why Process Control is Critical
Plastic pallet welding employs controlled heat and pressure to melt the interfaces of thermoplastic parts (like HDPE or PP), allowing polymer chains to intermingle before cooling to form a permanent, molecular-level bond. This creates the strong, seamless joints required for the demanding life cycle of logistics pallets.
Why does mastering this process matter? Consistent, high-quality welds are the foundation of throughput and profitability. Weak or inconsistent bonds lead to product failures, costly rework, and reputational damage. More subtly, an unstable welding process with variable cycle times makes effective line balancing impossible, directly capping your maximum output. As validated in our ISO 9001-certified application labs, stabilizing the welding process alone can increase line throughput by 15-25%, transforming a potential bottleneck into a reliable engine of production.
Comparing Core Plastic Welding Techniques for Pallets
Selecting the right welding technology is the first major decision that impacts your line's speed, flexibility, and quality. Here's a comparison of the most common methods used in pallet manufacturing:
| Technique | Principle | Best For | Speed | Key Advantage | Key Limitation |
|---|---|---|---|---|---|
| Hot-Plate Welding | A heated platen melts part interfaces, which are then pressed together. | Large parts, thick sections, complex 3D geometries. | Moderate | Excellent strength on large seams; forgiving of material variations. | Longer cycle times; higher energy consumption; visible weld bead. |
| Vibration Welding | Friction from linear or orbital vibration generates heat at the interface. | Large, planar assemblies like full pallet decks or sidewalls. | Fast | Very strong, hermetic seals; good for long, straight seams. | Requires sturdy, precise fixturing; not ideal for highly contoured parts. |
| Ultrasonic Welding | High-frequency (20-40 kHz) vibrations create localized heat through friction. | Smaller features, attaching inserts, tacking components before final weld. | Very Fast (<1 sec) | Extremely fast and energy-efficient; clean process. | Limited by part size and geometry; can mark sensitive surfaces. |
For full-sized plastic pallets, hot-plate and vibration welding are the dominant technologies. The choice often comes down to part design and volume: vibration welding excels for high-volume, consistent geometries, while hot-plate offers greater flexibility for varied or complex designs.

2. The Science of Consistent Welds: Parameters, Control, and Variability
Achieving a perfect weld is a matter of precise science. It requires delivering the correct amount of thermal energy to the plastic interface while applying optimal pressure for the right duration. Understanding this "process window" is what separates predictable, high-yield production from a constant battle with defects.
The Thermodynamics of a Strong Weld
The process is governed by heat transfer. Energy---whether from a hot plate, friction, or vibration---must raise the polymer temperature past its melting point (Tm) or glass transition temperature (Tg) into a viscous state. This allows polymer chains from each part to diffuse across the interface. Subsequent cooling under pressure "freezes" this entangled network, creating a bond that can approach the strength of the base material.
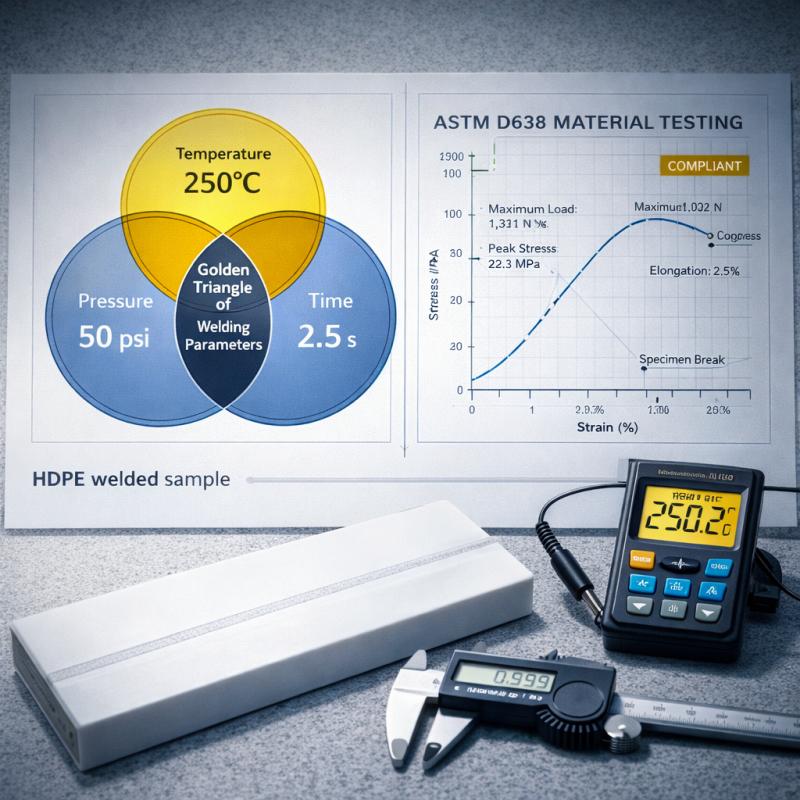
The critical factor is uniform, stable heat distribution. Inconsistent temperature leads to incomplete molecular diffusion (causing weak spots) or polymer degradation (causing brittleness). Data from Dizo Sonics' material testing correlates precise thermal control directly with void prevention and compliance with strength standards like ASTM D638, which is non-negotiable for pallets destined for heavy dynamic loads.
Mastering the Critical Parameters: The "Golden Triangle"
Three interactive parameters define your welding process window:
- Temperature: Typically 180°C -- 250°C for polyolefins like HDPE. Dictates melt layer thickness and viscosity.
- Pressure: Commonly 0.2 -- 0.6 MPa. Ensures intimate contact and drives molecular diffusion.
- Time: Ranges from 2 seconds to over 30 seconds. Must be sufficient for full heat soak and diffusion without causing thermal degradation.
For example, an optimized setting for HDPE might be 235°C, 0.35 MPa, for 8 seconds. Deviating from this window---say, reducing time to meet a quota---directly compromises weld integrity. The goal is to identify the broadest, most robust window that still delivers the required strength, providing a buffer against minor production variances.
The Inherent Challenge: Why "Set-and-Forget" Fails
Standard welding machines operate on fixed parameters. However, real-world production is dynamic:
- Material batches vary in melt flow index (MFI).
- Ambient temperature and humidity fluctuate.
- Tooling wears down over time.
- Pre-assembled part dimensions have tolerances.
These variables mean a parameter set that worked in the morning may produce weak welds in the afternoon, leading to unpredictable quality, scrap, and unplanned downtime. This inherent variability is the fundamental reason why reactive, manual process control is insufficient and why predictive, data-driven optimization is necessary for modern manufacturing.
3. From Guesswork to Precision: The Digital Transformation of Pallet Lines
The leap from traditional, experience-based management to optimized production is powered by digital tools. Discrete-event simulation (DES) and line balancing move you from fixing problems to preventing them, creating a resilient and efficient workflow.
What Are Digital Twin Simulation and Line Balancing?
Here's how it unfolds in practice:
- Digital Twin Simulation (using tools like Siemens Plant Simulation, FlexSim, or Arena): This involves creating a dynamic, computer-based model of your entire production line---a "digital twin." You input real data (cycle times, downtime frequencies, changeover durations, staffing) to create an accurate virtual replica.
- Takt Time & Line Balancing: This lean manufacturing principle involves calculating the takt time (the rate at which you need to produce a pallet to meet customer demand) and then reorganizing tasks and resources across workstations so that each station's cycle time is as close to the takt time as possible. This eliminates waiting and overburdening, creating a smooth, continuous flow.
The Step-by-Step Optimization Cycle
Implementing this approach follows a structured, data-driven cycle:
- Baseline Data Collection: Meticulously track every aspect of your current line: welding machine cycle time and uptime, manual task durations, material handling times, and the frequency and causes of stoppages.
- Digital Model Creation: Build your digital twin using the collected data. This model becomes a risk-free testing ground.
- Bottleneck Analysis & "What-If" Testing: Run simulations to visually identify where work piles up. Then, test solutions virtually: "What if we add a pre-heating station?" "What if we reassemble the inspection task to a different operator?" "What if we increase batch sizes to reduce changeovers?"
- Implementation & Validation: Roll out the highest-potential changes in a controlled manner. Continuously monitor real-world performance against the model's predictions to validate results and fine-tune.
Quantifying the Impact: A Comparative View
| Performance Aspect | Traditional ("Tribal Knowledge") Approach | Simulation & Balancing Optimized Approach | Key Insight |
|---|---|---|---|
| Productivity & Output | Unpredictable, limited by persistent bottlenecks. | 20-30% increase by systematically eliminating constraints and rebalancing work. | Gains come from smoother flow, not just faster machines. |
| Labor Utilization | High "waiting" and "walking" waste; underutilized talent. | Optimized workload; operators work at consistent, value-added tasks. | Better utilization often requires different work, not just more work. |
| Cost Structure | High hidden costs from scrap, rework, and expedited shipping. | Significant cost reduction through waste elimination and predictable throughput. | Optimization lowers the cost per pallet, protecting margin. |
| Quality & Consistency | Variable, reactive quality control leads to customer issues. | Consistent, predictable weld quality enabled by stable process flow. | A balanced line reduces pressure to rush, which improves quality. |
A Real-World Result: For a client producing large HDPE pallets, simulation revealed the welding station was operating at 95% utilization, creating a severe bottleneck, while downstream assembly workers had 40% idle time. By redesigning the workflow and moving a pre-assembly task upstream, the line was rebalanced. The outcome: Output increased from 400 to 500 pallets per 8-hour shift---a 25% gain---using the same workforce and equipment, achieving full ROI on the simulation project in under 12 weeks.
4. Your Actionable Framework for Pallet Line Optimization
This practical, four-phase framework will guide you from assessment to sustained improvement, turning the concepts above into measurable results on your shop floor.
Phase 1: Evaluate Your Current State
- Action: Create a detailed value stream map of your entire pallet assembly process.
- Key Metrics to Capture: Production throughput (pallets/shift), machine OEE, labor utilization rates, in-process inventory levels, and scrap/rework percentage.
- Goal: Objectively identify your primary constraint (the "weakest link").
Phase 2: Model & Simulate Future States
- Action: Develop a digital twin model. If internal expertise is limited, partner with a specialist (like Dizo Sonics' process engineering team) for this critical phase.
- Analysis: Use the model to quantify the impact of your current bottleneck. Then, run "what-if" scenarios to test potential solutions.
- Goal: Generate a data-backed business case for specific changes, predicting their ROI.
Phase 3: Redesign, Rebalance & Implement
- Action: Based on simulation results, redesign workflows. This may involve resequencing tasks, implementing right-sized buffers, or introducing semi-automation.
- Principle: Aim to balance the cycle time of each workstation to match your target takt time as closely as possible.
- Goal: Achieve a smooth, pull-based production flow with minimal waiting and excess inventory.
Phase 4: Monitor, Refine & Sustain
- Action: Implement the new design, preferably in phases. Continuously monitor the key metrics from Phase 1.
- Sustaining the Gain: Use visual management tools and regular performance reviews to ensure the new standard is followed. Treat your digital twin as a living tool for ongoing improvement.
- Goal: Lock in productivity gains and build a culture of continuous improvement.
Avoiding Common Pitfalls:
- Pitfall 1: Over-Optimizing Without Buffer. A line balanced to 100% capacity will fail with the smallest disruption. Solution: Design in 5-10% capacity buffer at non-bottleneck stations.
- Pitfall 2: Ignoring Changeover Times. In high-mix production, neglecting the time to switch pallet models will doom your balance. Solution: Apply SMED (Single-Minute Exchange of Die) principles to reduce changeovers by 50% or more.
- Pitfall 3: Optimizing in Silos. Balancing labor without considering machine reliability (MTBF) just moves the bottleneck. Solution: Take a holistic, system-wide view in your simulation.

5.Industry 4.0 Integration and Customized Automation Solutions
For many operations, the framework above delivers transformative results. However, some manufacturers face challenges that demand a higher level of integration and customization---especially those pursuing lights-out manufacturing, producing ultra-high-mix products, or operating within just-in-sequence (JIS) supply chains like the automotive industry.
When Standard Optimization Reaches Its Limits
Consider if your operation involves:
- Direct robotic integration where welding cells must communicate with part handlers and AGVs.
- Real-time adaptive welding where parameters automatically adjust based on vision system input (e.g., for part gap or color variation).
- Full data traceability from raw material to shipped pallet, required by IATF 16949 or similar standards.
- Extreme throughput targets that push the physical limits of material handling and cycle times.
In these scenarios, off-the-shelf equipment and generic simulation models fall short. This is where partnering with an engineering firm specializing in customized automation and process integration becomes a strategic advantage.
Dizo Sonics: Engineering Tailored Solutions for Complex Demands
With over 20 years of experience and a portfolio of patented solutions developed in collaboration with institutions like the 726th Research Institute, Dizo Sonics specializes in bridging the gap between standard machinery and bespoke, high-performance manufacturing systems.
Case Study 1: High-Volume Automotive Tier-1 Supplier
Challenge: Achieve defect-free welding on complex plastic assemblies within a rigid 60-second cycle time, synchronizing perfectly with a just-in-sequence assembly line and providing full traceability.
Custom Solution: A fully integrated robotic vibration welding cell, featuring automated part handling and in-line vision inspection, seamlessly connected to the plant's Manufacturing Execution System (MES) via PROFINET.
Result: 27% throughput increase, 95% reduction in welding defects, and complete IATF 16949-compliant data traceability, delivering ROI in under six months.
Case Study 2: Manufacturer of Returnable Plastic Crates (RPCs)
Challenge: Reduce total unit cost in a high-variety, lower-volume environment plagued by manual cutting steps, high work-in-process inventory, and underutilized labor during model changeovers.
Custom Solution: Implementation of a standardized vibration welding platform with quick-change fixtures, combined with a rebalanced, cellular manufacturing layout optimized for family-of-parts production.
Result: 25% reduction in manufacturing cost per crate, extended equipment lifespan through standardized tooling, and a 20% improvement in labor productivity without workforce reduction.
6. Navigating the Future: Smart Manufacturing and Sustainable Production
Looking at leading industry discourse reveals two converging trends that forward-thinking pallet manufacturers are now addressing: Smart Manufacturing and Circular Economy principles.
Building a "Smart" Welding Station
The next evolution involves embedding intelligence into the welding process itself:
- IoT Sensors & Predictive Maintenance: Monitoring motor current, heater resistance, and vibration signatures to predict failures before they cause unplanned downtime.
- Closed-Loop Quality Control: Using force-distance monitoring during the weld cycle to detect deviations in real-time and automatically reject faulty parts or adjust parameters for the next cycle.
- Energy Consumption Analytics: Tracking and optimizing the energy use of welding equipment, often a plant's largest energy consumer, to reduce costs and carbon footprint.
Designing for Sustainability and End-of-Life
With increasing focus on Environmental, Social, and Governance (ESG) criteria, pallet design is evolving:
- Monomaterial Design: Creating pallets from a single type of plastic (e.g., 100% HDPE) to simplify and increase the value of recycling at end-of-life.
- Welding's Role in Disassembly: Designing weld joints that are strong in use but can be more easily separated during recycling, compared to permanent adhesives.
- Integrating Post-Consumer Recycled (PCR) Content: Modern hot-plate and vibration welders can be tuned to successfully process materials with higher percentages of PCR, supporting closed-loop manufacturing goals.
Adopting these principles future-proofs your operation against evolving regulations and customer expectations.

7. FAQ: Answering Key Questions on Pallet Welding Optimization
Q1: What is a realistic timeline to see ROI from a line optimization project?
A: Most well-executed projects see a payback period of 6 to 12 months. Initial productivity gains from quick wins can be evident in weeks, but full ROI---accounting for simulation costs, implementation time, and sustained gains---typically materializes within the first year through increased output and reduced waste.
Q2: How do I justify the investment in simulation software or consulting to management?
A: Build a data-driven business case. Focus on the opportunity cost of inaction (e.g., lost orders due to lack of capacity). Present projected metrics: a 20% output increase on a line producing $2M annually represents $400K in new capacity. Contrast this with the one-time cost of simulation and minor modifications, which is often a fraction of that annual gain.
Q3: Can these methods work for high-mix, low-volume (HMLV) pallet production?
A: Absolutely. In fact, HMLV environments often benefit the most. Simulation is exceptionally powerful for modeling frequent changeovers. The key is balancing the line for an "average" or "representative" product mix and using quick-change tooling and fixtures to minimize setup times, a principle core to the SMED methodology.
Q4: What's the first step if I suspect our welding process is our bottleneck?
A: Start with measurement. For one week, meticulously log the cycle time, uptime, and reason for every stoppage at your welding station. This simple data set will often reveal clear patterns (e.g., long heating recovery times, frequent alignment jams) that point to the root cause and the most effective solution path.
8. Conclusion: Building a More Productive and Resilient Future
You've now journeyed from the core principles of plastic welding through the digital tools of simulation and line balancing, arriving at the frontier of smart, customized manufacturing. The path to 20-30% productivity gains is not about working harder but about working smarter---using data to illuminate inefficiencies and engineering to eliminate them.
The competitive landscape demands that pallet manufacturers move beyond traditional, reactive management. The future belongs to those who build adaptive, data-driven production systems that are both highly efficient and inherently resilient to variability.
Ready to assess your optimization potential?
Dizo Sonics offers a confidential, no-obligation Line Productivity Assessment. Our engineers will review your current process, identify high-impact opportunities, and provide a clear roadmap with projected outcomes.
- Download our free guide: "The 5 Key Metrics Every Pallet Manufacturer Should Track."
- Contact our engineering team: sales@dizo-global.com
- Schedule a brief introductory call: Visit www.dizo-global.com/
Transform insight into action. Let's engineer your efficiency leap together.


